

'K' series
Wednesday August 30 1989 The All New ROVER'S ‘K’ Series Engine,
Is Launched 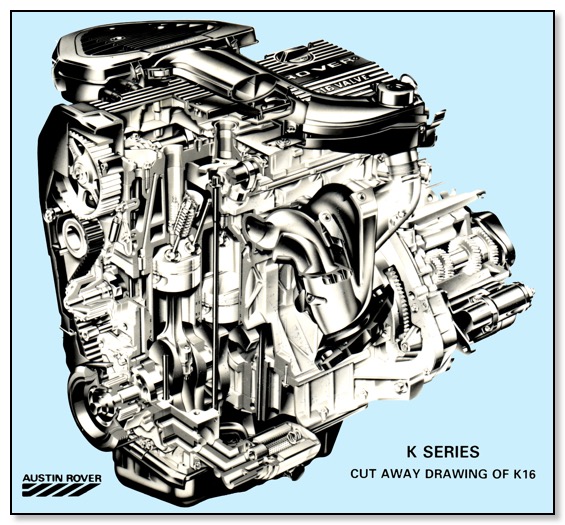
The Technical Story.
Concept And Development.
The K series was first conceived in 1984. it was clear at that stage that the major factors in the development of a fully competitive series of power units would be the anticipation of the need for radically lowered emission levels coupled with high performance and fuel economy. These requirements would dictate a very advanced engine, clean burning, yet capable of much higher specific power, which at the same time must be highly reliable, and cheap to use and run.
A number of choices was considered. Developing the company's existing A series engine family to achieve the radical changes necessary would require an overhead camshaft working bigger valves. This would in turn need wider cylinder bore spacing - in effect the development of a substantially new engine accompanied by the huge expense of a new engine line. Yet it would still remain an A series, and would therefore carry weight and design limitations.
'A' series OHV
A 1.4 litre version of the 'S' series Maestro engine was also considered, but dismissed on the basis of weight and design considerations.
Rover looked at other engines available in the market place for sale or collaborative production. The initial range of possibilities seemed wide, but scope was progressively eliminated because of production limitations, or designs which did not provide the right sort of development potential. It was therefore decided to design a completely new in-house engine.
Work on the three-cylinder, twelve-valve ECV3 project at the company's research and testing centre at Gaydon had already given some early leads in low emission, multi--valve, lightweight engine technology. Initially, three concept engines were developed - four-cylinder units in 1.3 and 1.1 litre capacities, and a three-cylinder 1 litre. However, refinement concerns, the move towards 1.4 litres as one of the proposed European emission level boundaries, and the certainty that performance standards would increase, combined to move the design team quickly towards an all four-cylinder family in 1.1 and 1.4 litres - the K series. A four-valve combustion chamber would be designed for the most powerful 1.4 K16, with the remainder 1.1 two-valve K8 form. Four-valve combustion chambers in a production family car engine sounded over-elaborate in 1984, but this complexity had even then been shown to offer the most certain route to the cleanest combustion while preserving high specific power. This was particularly the case when allied to lean burn part-throttle running in which Rover have been among the research - and production leaders. The M16 engine in the Rover 800 series successfully illustrates this point.
After a great deal of fuel system, emissions and endurance testing, two fuel systems were selected. These were the KIF constant velocity carburettor and an electronically controlled throttle body single point injection system for the K16 version.
ENGINE PERFORMANCE
The output figures for the three K series family members are as follows:
1.1 K8 1.4 K8 1.4 K16
Max power
PS EEC (kW) 60 (44) 75 (55) 95 (70)
@ rpm 6,000 5,800 6,250
Max torque
Nm EEC (lb ft) 90 (66) 114 (84) 124 (91)
@ rpm 3,500 3,500 4,000
Its weight advantage is shown by the figures given below for the complete engine and transmission without any oil or coolant.
1.4 litre K16 282 lb (128 kg)
1.4 li-tre K8 269 lb (122 kg)
1.1 litre K8 269 lb (122 kg)
The Advantages of Aluminium
Cast iron is the favoured material for the cylinder block of most production engines, but it has one drawback - weight. Silicon alloys of aluminium weigh, for the same volume, roughly two-thirds less - though for an application like a cylinder block, some of this weight advantage is lost in providing extra metal thickness to counter some strength aspects of such light alloys.
Rover engineers considered a wide variety of ideas on how to design an all aluminium-alloy-cased engine which made the most of the advantages of light alloys, and which could be produced at the lowest cost. As a result, the advanced construction principle of the K series was born.
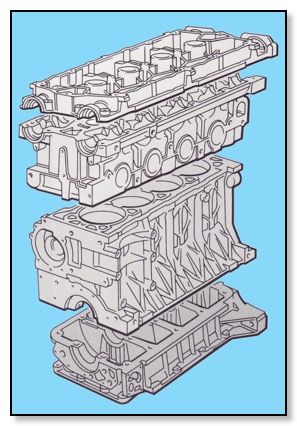
Showing the main aluminium castings
The "case" cylinder head, block and crankcase - of the K series consists of four aluminium alloy castings. Starting at the top, under the die-cast camshaft cover, there is a ladder-like casting, the "rungs" of which are the upper halves of the two sets of six camshaft bearings. The lower halves are formed in the top of the cylinder head, casting number two. The cylinder block, carrying the cylinder liners, forms the main casting, ending on the crankshaft centre line.
Instead of fixing the crankshaft in place with separate main bearing caps bolted to the underside of the block, the K borrows racing engine practice by using a deep-sided bottom casting, another "ladder" like the cam bearing one above, but considerably larger, and closed by the sump, a conventional steel pressing.
Die-cast LM24 specification is used for the two bearing ladders, and Rover's own low pressure sand casting technique for the block and head in heat-treated LM25. All castings are located by dowels.
When bolted in place, the combination of the main bearing ladder and the block gives every ‘K’ series engine an immensely and inherently stiff bottom end. Such stiffness is valuable for several good reasons. The engine can safely exploit higher crankshaft speeds. Vibration is reduced. Better support for the main bearings helps long life. And because the engine overall is deeper and stiffer in all planes, it can be made lighter.
Through-Bolt Construction.
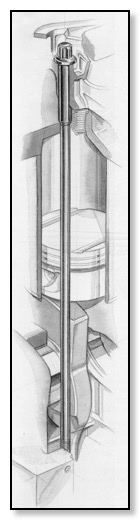
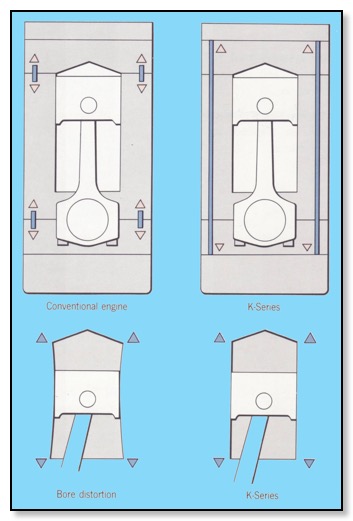
Showing the conventional engine and 'K'series
The method of bolting together the castings of ‘K’ series represented another opportunity to develop a significantly different design. Conventionally, the camshaft bearing ladder is bolted to the head, and the head and main bearing ladder are each bolted to the block, each joint secured by its own set of bolts. Rover perceived that if these bolts could be in line with each other, the two sets could be replaced by a single set of long ones.
This concept was first applied on the initial concept 1.3 litre K series which first ran on July 6th 1985. This used ten very long (412mm) specially made (9mm diameter) steel bolts, tying the casting together between their forged heads and, at the lower end, specially rolled threads screwed into the tree-like die-casting. This combines the jobs of a clamping nut-plate for the bolts, and an oil gallery for the main bearings.
K's long through-bolts expand much less readily than the engine's aluminium alloy, so they are tightened less severely than usual on assembly, the design clamping load only being developed after the first time the engine achieves its normal running temperature. The slenderness of the bolts ensures that they have more than enough 'spring' to minimise changes in dynamic stress in them.
Aluminium alloy is at its least satisfactory in strength when subjected to tension. But in the K block assembly, it is the through-bolts that take all tension loads caused by the pressure pulsations of the working and other strokes from cylinder head to main bearings. That allows the block and head assembly to be constructed more lightly, as no allowance has to be made for tensile loads in the castings. In a conventional engine, cylinder bores can be easily distorted as headbolts are tightened. This is totally avoided with the K's through-bolts. Further, their symmetrical distribution helps avoid the distortion to which aluminium engines can be prone to by spreading the clamping load evenly.
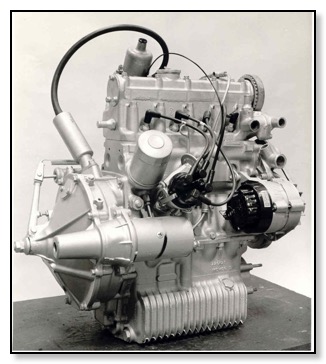
In that first 1985 engine, each bolt was placed down the outside of the block between each cylinder, exposed to view. It was not to stay like that; Rover's Director of Power Train Engineering, Sivert Hiljemark, quickly took the decision to encapsulate the bolts to eliminate the risk of potential oil leaks, and improve the general appearance of the unit.
Covering up the bolts where they ran outside the block gave rise to an inspired idea which is one of the reasons why the K is an unusually tidy engine, with few external hoses. The casting covers form vertical passageways down the sides of the head, block and main openings to the camshaft and crankshaft spaces. These provide very good crankcase ventilation ducts and also passages through which oil could return to the sump without first hitting the rotating crankshaft. This reduces oil dispersion and, more usefully, some of the energy-wasting drag ("windage") on the crank. For these reasons, the K's through-bolt construction is the subject of a British patent (no. 2187791A). The through-bolt system does impose some special needs, so their additional short bolts which keep the main bearing ladder in place if the through bolts are removed for any reason.
On the K8, the much lower valve spring load removes the need for the camshaft bearing ladder, so that each bearing has its own bolted-on upper half. Finally, the maximum warm-engine clamping effect of the through-bolts has to be simulated when line-boring the main bearing housings, with a 30 ton load applied in place of the bolts.
Reciprocating and Rotating Parts.
Built round a 75mm bore common to both engine sizes, the 1.4 litre (1,397cc) engine has a 79mm stroke, and the 1.1 litre (1,120cc) has a 63mm stroke. The solid spheroidal graphite cast iron crankshaft has five 45mm diameter main bearings carried in indium-flashed aluminium-tin bearing shells, 43mm crank pins, and is fully counterweighted for optimum balance. Clutch thrust loads are carried via the centre main bearing.
There is a multi-lobe type oil pump on the crankshaft nose, with integral pressure relief valve venting into the pump inlet, another measure which minimises oil aeration. Cast in and drilled oil-ways, which avoids the need for any external oil hoses. Both engine sizes share the same size flywheel, complete with reluctor ring for engine speed and piston position signalling to the electronic engine management unit.
This requires a lower clamp load to seal securely, and is an example of premium engine practice carried over to this small car petrol engine. It has proved extremely reliable in every type of test.
Cylinder Head.
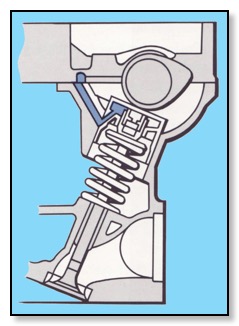
Hydraulic Tappets
All K series engines use hydraulic tappets rated to a maximum of 7,200 rpm. This is one major reason why the K is a very low maintenance engine, with no need for valve clearance adjustment.
K16 has 28mm inlet valves and 24mm exhausts set almost symmetrically at an included angle of 45 degrees, with separate inlet and exhaust camshafts providing 8.2mm of lift into a normal pent-roof combustion chamber with a central 14mm threaded sparking plug. Single valve springs are used.
Much work went into evolving cam profiles which minimised noise whilst preserving performance. Oil ways for the tappets and valve gear are provided by cast channels in the joint face between head and cam carrier.
K8 in both 1.1 and 1.4 litre versions has 34mm inlet and 31mm exhaust valves. In the 1.4 K8, valve lift is 9mm and in the 1.1, 7.9mm. A delicate balance had to be struck between keeping production costs to a minimum, and preserving the optimum in design aims. One of the occasions where this arose was in the need to make both K8 and K16 on the same flexible machining line. A wedge profile combustion chamber suited the use of a single camshaft in the same position as the inlet camshaft used in the twin-cam K16. However, the valves are inclined to 28 degrees instead of 23 degrees to the vertical to achieve the optimum combustion characteristics.
The 4-valve combustion chamber was originally designed to make the most of a careful balance between swirl and volumetric efficiency, to provide the fast burn rates needed to allow very lean mixtures. The swirl principle is similar to that used in the award-winning M16 engine in the Rover 800 series.
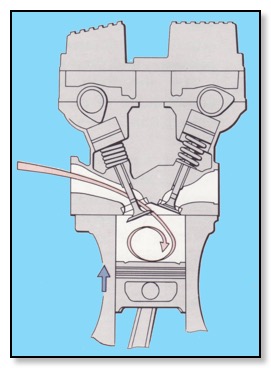
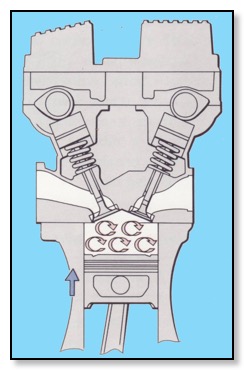
. . . .Inlet Valve Open . . . . . . . . . . . . .Inlet Valve Closed
The mixture entering through the inlet valves gives a broadly circular swirling motion on about a horizontal line - barrel swirl - to the chamber contents.
As the piston rises, the barrel is made smaller in diameter which, like a spinning skater who draws in his arms, forces a higher rate of rotation. Near top dead centre, the space becomes to cramped for swirl to continue, but it still has a lot of energy which it dissipates in "micro-swirl" - hundreds of tiny turbulences which are ideal for very rapid combustion. Combined with the compactness of the pent chamber and the closeness of the central sparking plug, very good conditions for fast burn are generated, essential for full and stable combustion of very lean mixtures.
Rover's recent engines exhibit significantly better than average "lean burn" abilities. Nevertheless, the K series represents a new milestone. The K16 burn rate is 20 per cent faster than the M16 four valve unit, and 44 per cent faster than the two valve got series. Translated into the leanest air-fuel ratio which each engine can burn, the limit for the ‘0’ series is 17 to 18; for the M16 it is 18 to 21; for the K16 it is an impressive 21 to 24.
Yet this is achieved in a 1,397cc engine on a modest 9.5-to-1 compression ratio and 95 RON (unleaded) petrol developing a specific output of 68PS per litre. It does this without recourse to an excessively high peak power speed (6,250 rpm), proving that the K16 does not suffer from noticeably confined breathing.
This achievement in lean burn combustion complements the moves recently made in Brussels towards the requirement for full three-way catalytic converter emission control on small car engines. A really well designed combustion chamber suitable for high air-fuel ratios makes more efficient use of the strictly stoichiometric mixture dictated by existing closed-loop controlled catalytic converters.
Cyclic variations in mixture strength are much more tightly controlled in the K16 chamber, particularly at or near idle, where lean burn combustion makes a further contribution to a cleaner engine.
The most important design of the K series was to make a truly modern engine capable of meeting any emission limit likely to be imposed in the foreseeable future. That has been achieved, most effectively, so what might be seen as the challenges of achieving even higher emission control standards are, for the K series, a part of its design intent.
Fuelling and Electronic Ignition.
K8 engines have a new carburettor, designated KIF, the new carburettor has been engineered by Rover and will be manufactured by Hobourn S.U. The new carburettor incorporates the following features:
Separate fuelling circuit for full load enrichment.
Separate adjustable by-pass air circuit to trim idle air/fuel ratio (AFR).
Separate adjustment for cold start fuelling relative to fast idle cam position.
These in turn provide:
1) Accurate tuning/calibration of road load air/fuel ratio (AFR) and onset of cold start enrichment, critical to fuel economy and emissions.
2) The means to cater for effects of carburettor and engine variability on idle AFR with no effect on operating modes outside idle, resulting in improved uniformity between carburettors.
3) The capability for accurate pre-setting of road load and idle AFR with minimal subsequent re-setting.
In simple terms the carburettor can be adjusted so that each mode of operation - idle, normal road driving and cold enrichment - can be optimised independently.
The electronically controlled throttle body single point injection system on K16 is a Rover Group development which uses a Bosch supplied injector, and the familiar PTC (Positive Temperature Coefficient) electric mixture heater on a special tuned-length inlet manifold.
Fuel and ignition systems are controlled by a new electronic engine management unit - MEMS - Modular Engine Management System. This is one of the early fruits of Rover's own electronic hardware and software design capability centred at Gaydon. Rover now designs and develops its own electronic engine management hardware and software in conjunction with Motorola at Hitchin, Hertfordshire.
MEMS centres round an Intel 8096 microprocessor. It has an 8 kilobyte memory, using surface mount methods for automatic assembly and to reduce the size of the control unit. It allows full diagnostics using Rover's own ROSCO (ROver Service COmmunications protocol) which is common to all Rover products and service test equipment. Plug-in modules allow expansion to full US 83 closed loop emission control when required. In its control of the throttle body injection, it relies on speed density air flow measurement rather than any form of air meter.
The Champion sparking plug used on K series is a double copper type, in which both the centre and earth electrodes are copper-cored for better heat transfer. The conventional nickel alloy, copper-cored, earth electrode is trapezoidal in section, presenting a 50 per cent wider area to the spark giving lower erosion and longer life. The plug is also more resistant to cold fouling, and reduces risk of pre-ignition.
Testing
K is the most thoroughly tested power unit ever developed by Rover. Durability testing has covered just under 2 million miles to date, plus 73,000 hours of specific high and low speed testing. 72 K-engined Montegos have been running in the hands of closely monitored non-expert drivers, including secretaries and housewives.
In Rover's validation programme, the K series habitually runs to 800 hours (100,000 miles) - double the previous standard. A total of 875 K series prototype engines have been built during its development, made up of 487 K16 and 388 K8.
Lo-Service Costs
Many features of the K series – hydraulic tappets which never need adjusting, the electronic engine management system, the fit and forget camshaft drive belt - eliminate areas of conventional service attention and mean that K is a very low maintenance engine. Main service intervals conform to Rover's usual 12,000 miles for oil and filter change. However, routine service times are reduced by 60 per cent compared to existing comparable engine types over a 48,000 mile/4 year period.
Manufacturing Technology
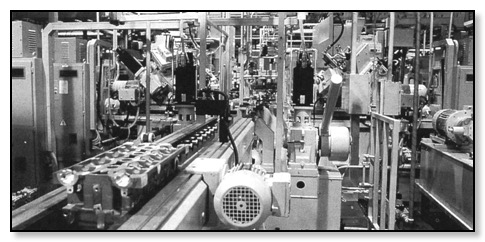
Transfer Machine in East Works
The new K series engines are built at Longbridge in a new £200 million state of the art manufacturing facility. Much of the investment is in advanced manufacturing systems using a sensible mix of manual, flexible and dedicated assembly lines which ensure high productivity and quality levels, and provide flexibility for future model changes.
The new facilities include two new primary metal process plants that reduce the amount of subsequent machining needed, low pressure sand casting for the major aluminium parts and precision metal forming for gears.
The four main structural parts of the K series engine - the cylinder block, head, cam carrier and ladder rack - are aluminium. The block and head are cast using the Low Pressure Sand (LPS) casting technique that Rover has been developing since 1984.
The big benefit of this casting technique is the more accurate dimensional control it offers, together with freedom from porosity in the casting. As a result, thin wall sections can be safely cast, and this facility has been fully used in the K series engine design.
Quality Design and Manufacture.
By the time it is completed, each K series engine has undergone over 300 individual checks and measurements. Statistical process control techniques are used, based on extensive in-cycle and in-process gauging, with the emphasis on preventing faults rather than detecting them later.
In machining processes, new tool management techniques have been introduced, to boost plant availability. All machines have in-built diagnostics including tool wear monitoring, ensuring that tools are replaced as soon as significant wear is detected.
Extensive use of automated mechanical handling systems contribute to plant efficiency and product quality. In the gearbox assembly plant a 3.5 km long platen highway moves components from station to station, preventing damage.
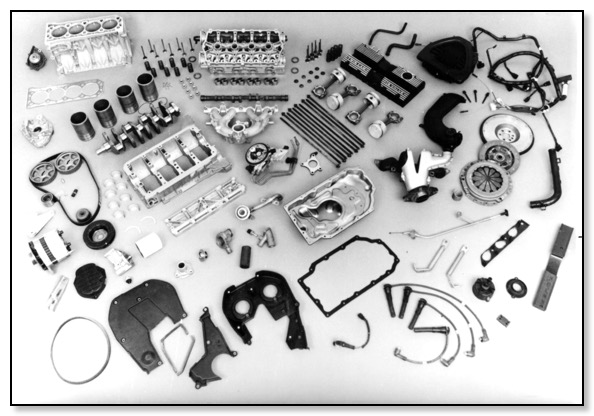
'K' Series Components Laid Out
K SERIES TECHNICAL SPECIFICATION
K Series . . . . . . . . . . . .1.1 K8 . . . . .1.4 K8. . . . .1.4 K16
Head/Block. . . . . . . . . . . . ALL ALUMINIUM
Main Bearing. . . . .. . . .5 . . . . . . . . . 5 . . . . . . . . . 5
Cylinders . . . . . . . . . . . 4. . .. . . . . . . 4. . . . . . . . . .4
Capacity(cc) . . . . . . 1120. . . . . . 1397. . . . . . . 1397
Bore- mm . . . . . . . . . . 75. . . . . . . . 75. . . . . . . . . 75
Stroke- mm . . . . . . . . , 63. . . . . . . . 79 . . . . . . . . .79
Comp. Ratio : 1 . . . . 9.75 . . . . . . 9.75 . . . . . . . 9.50
Valve Operation . . SOHC . . . . SOHC . . . . .DOHC
Valves Per Cylinder . .2 . . . . . . . . .2 . . . . . . . . . .4
Cam Drive . . . . . . . Belt . . . . . . .Belt . . . . . . . Belt
Carburation . . . . KIF Carb. . .KIF Carb. . . . . TBi
Ignition . . . . . . . Break-less . . Break-less . . MEMS
Engine Performance:
Maximum Power - PS(EEC) . . . . . 60 . . . .75 . . . .95
. . . . . . . . . . . . .- KW(EEC) . . . . . .44 . . . .55 . . . .70
. . . . . . . . . . . . . . . @ RPM . . . . 6000 . . 5800 . .6250
Maximum Torque - NM(EEC) . . . 90 . . . 114 . . .124
. . . . . . . . . . . . . . . . . . .- lb ft . . . . .66 . . . .84 . . . . 91
. . . . . . . . . . . . . . . . @ RPM . . . 3500 . .3500 . . 4000
Crankshaft:
Main Journal Diameter . . . . . . . . . 48 . . . .48 . . . . 48
Crankpin Journal Diameter . . . . . . 43 . . . .43 . . . . 43
Connecting Rods:
Length . . . . . . . . . . . . . . . . . . . .139.4 . 131.5 . .131.5
Small-End Diameter . . . . . . . . . . 17.9 . .17.9 . . .17.9
Big-End Diameter . . . . . . . . . . . .46.6 . .46.6 . . .46.6
Dry Fill Oil Capacity . . . . . . . . . . .- 4.8 LITRES -
Engine Coolant Capacity . . . . . . . .- 1.2 LITRES -