

The New Mini (R50)
Preparations to build it at Longbridge
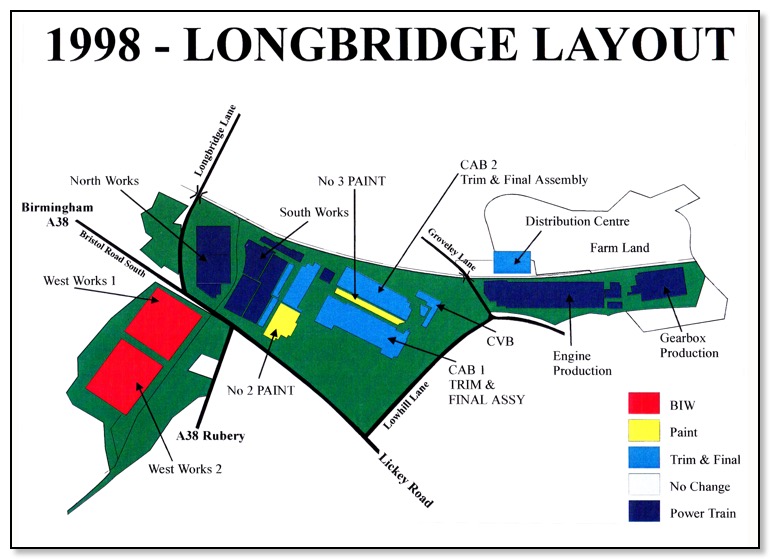
It is necessary to explain how cars were produced at Longbridge in 1998.
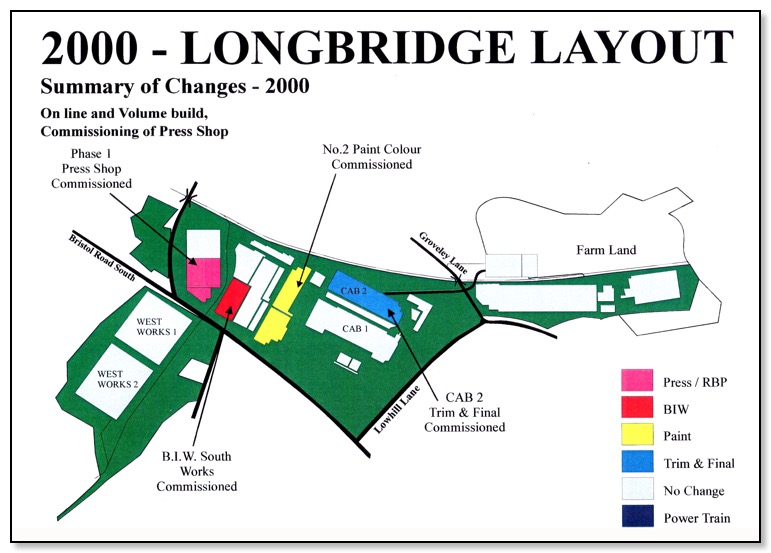
Body panels were produced at Swindon and sent by train via Gloucester to the New West Works. It was here that the various panel where assembled into what is called Body In White (BIW), this means the panels are welded together to make a complete unpainted body. The bodies are then taken by conveyer from the West Works over the Bristol Road to go to either Number 2 or Number 3 Paint Shop. At the time Number 3, which is situated between CAB 1 and CAB 2, had been changed over to water based paints, but Number 2, on the Lickey Road was still solvent based.
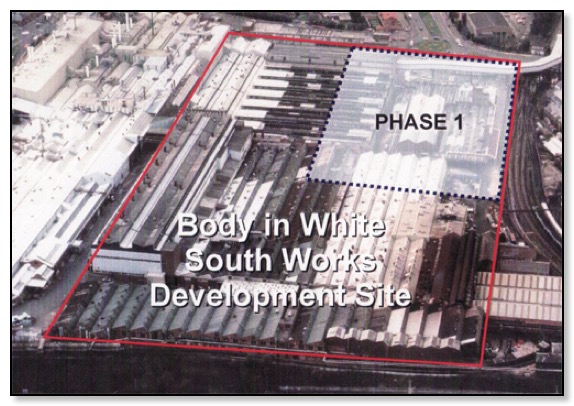
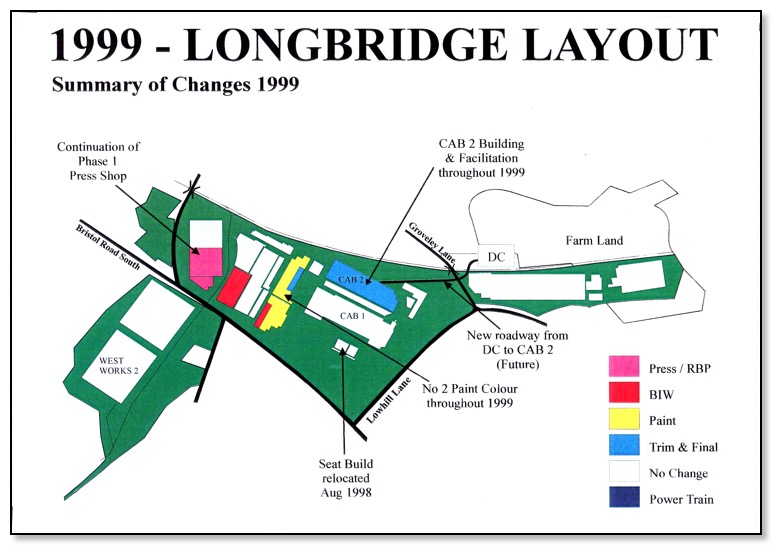
The BMW master plan was to press out the body panels on the North Works site, then the body would be assembled on the South Works site. From there the bodies would go into a refurnished Number 2 paint shop that would now be extended where the old Trentham building once stood, and be converted to water based paint.
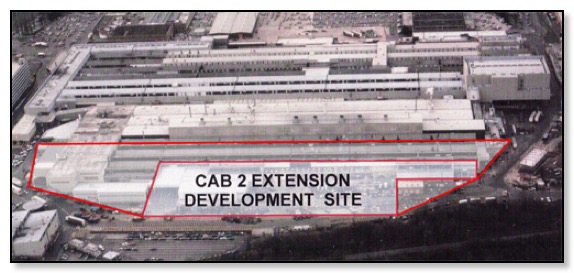
From there the bodies would go to a rebuilt CAB 2, which internally is on two levels. The upper floor would take painted bodies, which would then be fully trimmed. The trimmed body would then be lowered to ground level for final assemble and test.
A painted body store was also planned at the top of the hill from 'N' gate. The picture below shows the partly constructed store. But when BMW decided to move production to Cowley, the steelwork was dismantled and sent to Cowley.

_______________________
To prepare the way for the new Mini it was necessary to demolish and rebuild various parts of the factory.
The main purpose behind this was to eliminate West Works and the necessary costs involved in bring the bodies over to South Works.

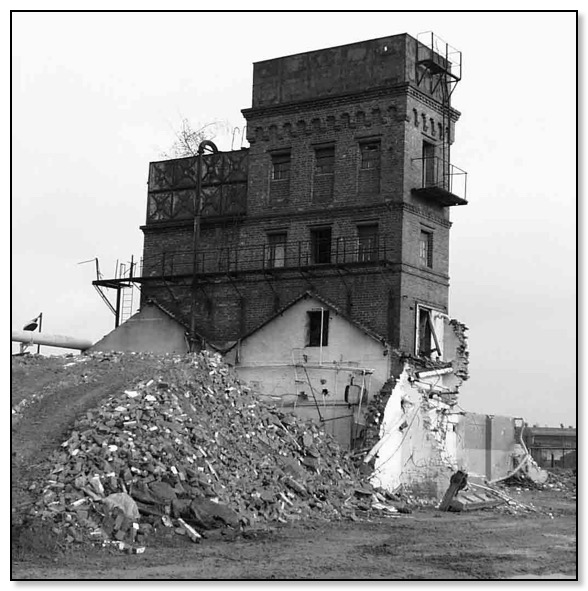
Rear view of the iconic Water Tower that had stood for nearly 100 years.
was demolished in South Works
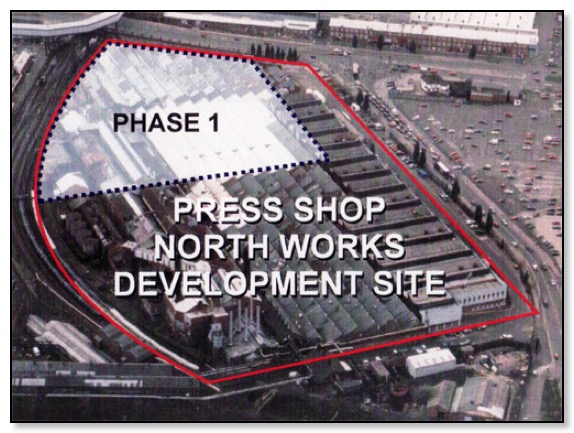
Site for the New Press Shop in North Works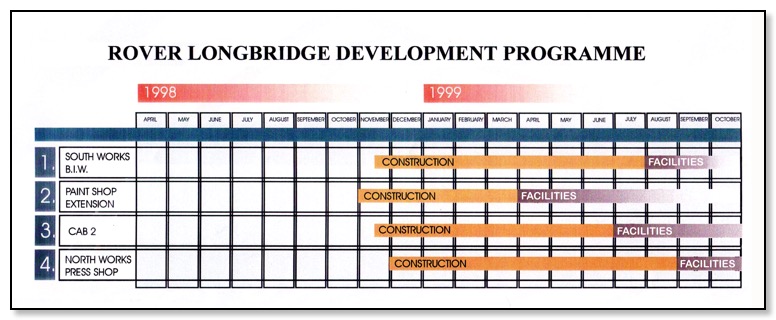
New Mini comes to Longbridge.
That was the Plan, although in the end it never happened.
The general BMW plan for the Rover Group was that Cowley, was renamed Oxford would produce the large cars, with Longbridge, becoming Birmingham would produce the small and medium.
The development of the Mini was mainly done in Germany, but in the later days handed back to Rover. One reason was that they needed to get on with their own range of cars. You must remember that BMW knowledge of how to design a front wheel drive car, was nil. I have alway felt that one of the reasons why they bought Rover-Land Rover in the first place, was to gain the knowledge in front wheel and four wheel drive technology that had been gained over many, many years.
BMW said they would not use the ‘K’ series engine as it was not easy to packaged in a Mini. But the real reason was that they had signed a contract with Chrysler to take a new engine been developed, called the “Pentagon” in 1.6 litres form. This engine had a cast iron block with an alloy head and a single overhead camshaft driven by a single chain.
Chrysler Pentagon 1.5 litre
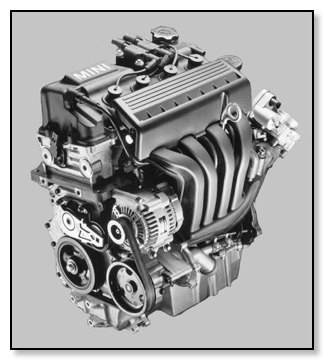
------------------------------Early version -----------------------------------------Roverised production version
It would be produced in Brazil and be used by BMW for the Mini, and Chrysler would put it in the new Neon for Europe.
So why was BMW and Chrysler building a joint engine factory in Mexico. It was all down to tariffs. The import tariffs for new cars into Brazil was very high, so by building an engine factory and by exporting all the output, the Government would reduced the tariffs on all imported vehicles from both companies. The engine was designed by Chrysler, but it was the Rover engine development that improved the design. When the first prototype engines arrived at Longbridge, for testing etc, I think that at the time must comments about the engine were, that it resembled the 'E' series that had been made over thirty years ago, with its cast iron block and chain driven camshaft. At the time it was only available in one standard power output, but through the expertise of the Longbridge Power-Train team, various other version were developed. In fact Chrysler were so impressed by the power output that was now been achieved, that they were searisly Along came further versions through.
General Background
Birmingham Longbridge was called Plant Birmingham 31 in the BMW empire, for manufacturing location for small and medium cars and associated power train operations (engines and gearboxes) for the Rover Group Ltd. The company represented the largest private sector employer in the City. The Company also plays a key role in the generation and retention of Jobs in a wide range of automotive component suppliers in the West Midland region. With Rover and the rest of the motor vehicle sector provides a 'critical mass' upon which many other trade and business services depend.
Rover provided a significant contribution to the City's gross domestic product and as such was critical to the local economy/community at large. Spending by those employed in the motor vehicle sector has a multiplier effect by sustaining jobs and consumer demand in a wide range of non automotive sectors. The decision by BMW to invest in Longbridge as the preferred location for the new Mini underlines a long term commitment to the Birmingham. This, plus the new Hams Hall Powertrain factory and the recent investment at Solihull for 'Freelander', consolidates Rover as an integral employer of regional significance well into the next millennium.
Site Strategy
Rover Birmingham (Longbridge) needed to undergo major restructuring to prepare for the launch of R50 (new Mini) in the year 2000. In order to create a world class manufacturing facility for the production of the new Mini, Rover needed to replace existing old buildings with new factories, designed to accommodate modern machinery and equipment. There are four major demolition and construction areas, with associated infrastructure requirements which include service and utility diversions, internal road realignments and displacement of some existing manufacturing operations. In support of this programme, there is a considerable body of enablement works; the majority of which are on site and invisible to the City. All relevant permissions have already been obtained for these enabling works.
The proposal is for four new buildings in the first phase of a wider strategy for the site, now under consideration by Rover.
This includes:
North Works:- New Body Press Shop.
South Works:- New Body Building Shop. No 2 Paint Shop extended and converted to water based paints.
CAB 2 would be demolished and rebuilt for the building of the new Mini.
_______________________
Manufacturing Overview - current
Longbridge site consists of five designated areas of operation, as follows:
North Works - Powertrain
East Works - Powertrain
Cofton Hackett – Powertrain
South Works - Mixture of Powertrain, Paint and Vehicle Assembly
West Works - Assembly of Body shells (unpainted)
Planning applications were put to Birmingham Council for the new buildings in North and South Works with East and West Works featuring only in the enablement works to allow the new buildings and new Mini operations to take place.
Geographically, West Works is separated from North and South Works by the Bristol Road South, but is linked operationally by a conveyor bridge that spans the road at high level.
West Works is where all body shells are assembled from panels, pressings and sub assemblies, which are delivered either by road or rail from external sources. These sources being nominated component suppliers or from Rover Body Pressings Division at Swindon.
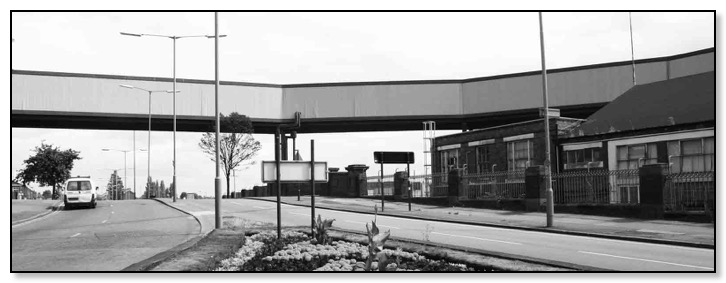
The conveyor that links West Works to South Works carries all unpainted body shells to two areas within South Works to receive their colour coatings, ie. No.2 and No.3 paint shops respectively. The body shells, when painted, travel on to two vehicles assembly areas, CAB 1 and CAB 2 to turn them into the finished vehicles before being passed to sales.
Manufacturing Overview - Future
Rover Birmingham (Longbridge) have a vision to evolve over time from the current operational layout to a world class factory with a model factory layout.
The restructuring necessary, to receive new Mini manufacturing, provides the first piece in the jigsaw to achieve this objective.
The ultimate solution is one where manufacturing is carried out as a continuous process, all located on the same site, ie. South Works.
Two of the four proposed new buildings for which planning permission is sought are on the critical path towards this aim. They are:
1. The restructuring of North Works to receive the new Press Shop building.
2. The restructuring of South Works to receive the new Body In White building.
The other two proposed new buildings are expansions of existing facilities, and in the case of the PaintShop there is a significant technological change replacing the existing solvent based paint application with one that uses water, thereby achieving a major environmental improvement.
Proposed New Buildings
These four new factory buildings are required for the manufacture of the new Mini. They all require a part or total demolition of existing buildings to allow construction to take place.
All of the new buildings will be contained within existing boundaries of Rover at Longbridge, albeit the construction footprints and building profiles will change from the existing situation.
Each building will be designed, fit for purpose, in that the size and shape will reflect the needs of the manufacturing processes housed within.
The external visual appearance of each new building is designed to be an improvement to the existing. During the construction phases, modem building techniques will be applied with particular emphasis on the materials being used so as to ensure durability and the effect an image commensurate with Rover's objective of a world class factory.
Rover anticipate working with the local authorities to ensure that the construction programmes when completed meet the joint objectives of maximum benefit to the Rover business and a visual statement of 'gateway' into the City of Birmingham.
Each of the four new buildings for which planning permission is sought will house definitive processes for the purpose of vehicle manufacture and each building will reflect the processes that need to be carried out within them and the external infrastructure needed to support them.
The new buildings will also accommodate employee amenities, routes to and from their place of work and in some cases,where it is essential to do so, car parking spaces.
Press Shop Building
This two storey building will be constructed in North Works, near the junction of Bristol Road South and Longbridge Lane.
To create the space for the construction, two Powertrain operations have had to be located elsewhere within the site. Both vacated areas, part of the North Works Engine Factory that runs parallel with Longbridge Lane and the Tool Room which faces outwards along the Bristol Road South will be demolished along with a redundant Cast Iron Foundry, which has stood deactivated since the late 1980s and sits behind the engine factory. The Tool Room was relocated on the opposite of the Bristol Road in West Works in what used to be the Old Press Shop.
The remainder of the Engine Factory outside of the demolition/construction footprint will continue to operate during and after these stages.
The process to be carried out in the new Press Shop involves three presses:
1. A Blanking Machine that provides optimum sheet shapes from steel coils ready for loading into the Transfer Machine
2. An automatic Transfer Press will create all of the outer skin panels and high percentage of the inner support pressings.
3. A Press to try out tooling, prior to loading into the Transfer Machine.
In addition to the primary process, the building will house a Tool and Die maintenance area which will include self enclosed facility for cleaning Tools and Dies prior to use in the automatic Transfer Press.
All of these operations are carried out on the First Floor level with the Ground Floor being utilised for materials receipt and despatch, storage and marshalling and scrap metal handling.
The building will be 163m long, 96.5m wide and 35m maximum height which will form an important frontage to Bristol Road and will be designed to ensure that the quality of this frontage is preserved.
Important views down Bristol Road to the proposed new Press Shop building have been considered as critical to the finished quality of the development. The design has been developed in such a way as to be both functional and visually acceptable by a combination of sympathetic use of materials and a blend of landscaping.
Materials will be delivered to the building by road and rail from the rear. Road access will be from Longbridge Lane. Rail access will be direct into the building by a spur off the main line. Completed pressed body parts will be despatched to the Body In White building alongside, via an overhead link which also bridges over the existing railway line,
Paint Shop Building
The proposed new Paint Shop Building will be constructed in South Works and positioned to the rear and joined onto an existing paint shop, so as to form an extension. The area for the new extension is made possible by the relocation of seat assembly operations. The vacated seat building will be demolished to make way for the required construction.The existing Paint Shop will continue to function during the construction and facility installation stages.Then at an appointed time (during a works holiday shutdown) the two paint facilities will be joined together to form one continuous process.
The paint process consists of five elements:
1. Cleaning and preparation of the body shell to receive paint application.
2. Sealing of pressings and panel joints with anti corrosion materials and noise damping.
3. Application of under coating in preparation for finished colour coat.
4. Application of finished colour coating.
5.Wax inject into body cavities for further anti corrosion treatment, then pass to car assembly.
Elements 1-3 inclusive will be carried out as present in the existing paint shop. The remaining 4-5 elements will be accommodated in the new extension. The existing solvent based process will be replaced by a water based process bringing significant environmental benefits. The New Paint shop building will occupy approximately the same footprint as the existing building to be demolished. It will be 244m long, 78m wide and 26.6m maximum high. The total area will provide areas to store paint materials, amenity facilities, offices and plant rooms. A storage area for circa 200 painted bodies will be 'incorporated into the development and the paint shop will be linked to the adjacent Body In White building and Car Assembly Building by conveyors.
CAB 2 Building
This building will be constructed in South Works to form a two storey extension to the existing CAB 2 building, for the sole purpose of providing additional area to receive new Mini Plant and Equipment.
The existing buildings currently processes MGF vehicle assembly, this will transfer during the summer '98 works shutdown into adjacent CAB I Building and be consolidated into the vehicle assembly processes used for other products.

View of the New CAB2 loading bays
The building dimensions will be 294m long, 98m wide and 21.7m high. The new vehicle assembly process will occupy both areas vacated by the MGF move and the newly constructed area in the extension.
The process starts by receiving painted bodies on an overhead conveyor fed from a store within the new paint shop extension. The doors are removed and taken away on another conveyor to have assembly work carried out on them i.e. glazing, trim, window and lock mechanisms etc. The body less doors then enters the main assembly process for fitment of all interior/exterior functional and cosmetic parts.
The doors, when sub assembly work on them is completed are sequenced back into the main line at the appropriate station to be refitted. The vehicle then lowers to floor level for the remaining work to be carried out on a mixture of on and off line assembly modules i.e.power unit and suspensions, front end and under body work etc. before passing through a series of electrical and mechanical quality and functionality checks on route to final approval and pass to sales.
Building Design
The style of the buildings will reflect the marque value and image of the Rover Group and at the same time will be designed to establish a new standard for buildings on the site. A light, clean, modem and functional design theme is proposed, without waste and unnecessary decoration. All parts of the building will directly reflect their function. The main frontage to the buildings use some glazing and a variety of materials to provide the best working conditions and to break up large areas of repetitive cladding material. Areas of architectural interest are incorporated into the design to maintain the importance of the frontage to Bristol Road South and Longbridge Lane. Materials chosen are in keeping with a modem manufacturing facility, which reflect the global status of the Rover Group and the importance of the development at the site over the next few years. Profiled steel cladding panels are proposed for the facades of the main buildings.These panels will be a light colour to allow the development to blend into the background. Flat roofs have been chosen to maintain a clean and uncluttered roof line.Particular attention has been paid to the views of the new buildings from adjacent residential areas.The landscaped edge treatment of the development has been detailed to ensure that Junctions with adjacent developments are softened.

First R50 Body Built in 1999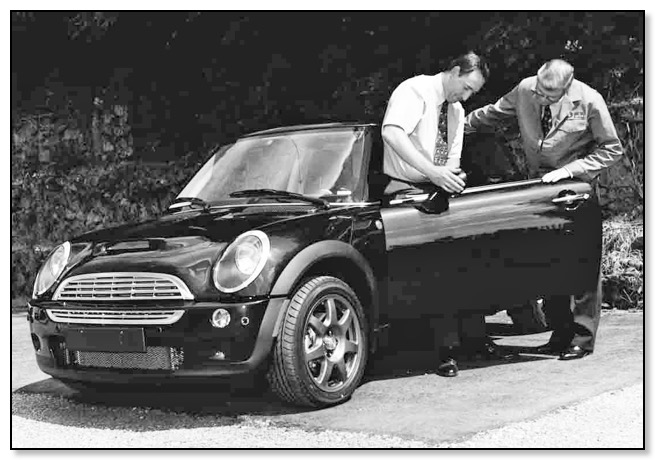
Early R50 Built at Longbridge (Methods Build 1999)
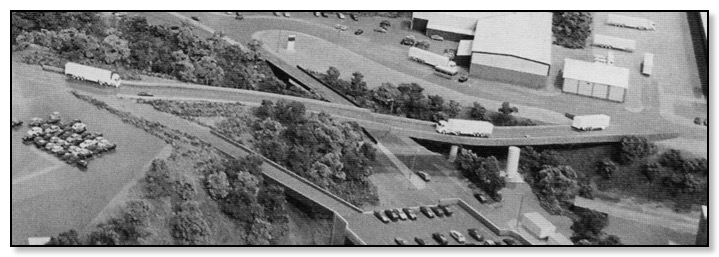
Model of the new road over Groveley Lane, which will take finished cars to a despatch
area and receive components parts from an existing distribution centre.