

ROTODIP Process
Early version of the Rotodip Austin A40 Somerset.
THE first of the twin Rotodip plants at Longbridge was fully installed in July 1950, and the second plant by January 1951. They were in full production by May 1952.
'Before the Rotodips were laid out this part of West Works was a finishing shop, and, indeed, some of our most historic cars passed through the old West finishing and mounting section,' recalls assistant foreman Jim Wells.
It was, of course, a mammoth operation converting a finishing shop to a body-treating plant, and, its Austin millwright John Taylor remembers, it was not all plain sailing.
The size of the unit called for very deep and solid foundations, and the engineers excavating for this work struck a natural spring which flooded the diggings for a while. But this setback was overcome, and the first Rotodip was completed in 1950.
Looking after two huge and complex units, each of which handles more than 20 bodies an hour, is not simply a matter of loading and unloading; very stringent checks are made during the day on the chemicals and paint used in the tanks.'
The plants, when installed cost in excess of £300,000, are equipped with a laboratory, where chemists keep a scientist's eye on the phosphating solutions, and the final primer tank. The phosphating process ensures a good key for the primer paint, and it is vital that the strength is maintained in each 8,000-gallon tank. Tests are carried out five times a day using chemical colour tracers. To ensure a good flow of primer on the bodies in the final stage of Rotodipping, a viscosity cup-check is regularly carried out on the paint by the simple method of allowing a given quantity to run through a small hole, with a stop watch check.
Maintenance costs for the units are several thousand pounds a year, and in 1963, during a routine overhaul of the Longbridge installation, the works engineers found a new use for glass fibre. The phosphate tanks are usually rubber-lined to contain the solution which is maintained at a high temperature. A glass-fibre lining was applied in the form of matting papered to the sides of the tanks, and a novel machine which sprayed shredded fibre was used to coat the tank floors.
This was the first time any Rotodip installation had been treated in this manner, and engineers were optimistic that the savings in tank relining and overhauling would be worthwhile.
This has since been confirmed by the plant's continued operation, with very little attention being required, and showing considerable economies.
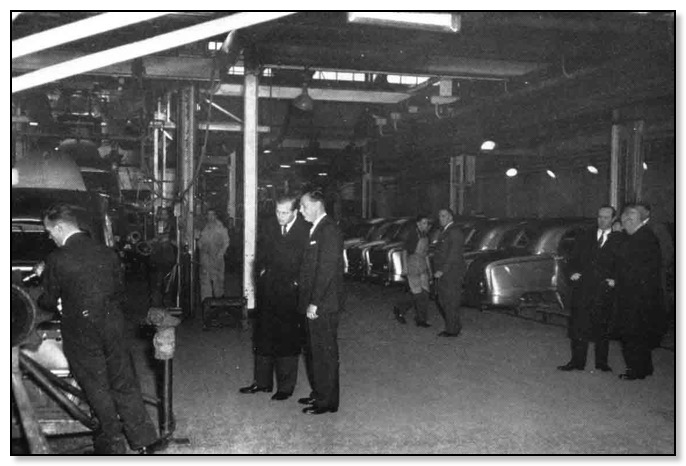
Duke of Edinburgh on a factory tour December 1955 watching a body been prepared for the Rotodip.
Austin A40/50 Cambridge
How The Plant Works.
Two members of the team carry out the 'spitting-up' operation. With the aid of electrical operated hoists the spit is passed through them Loaders then take over and couple the spit and its charge to the 'dogs' or tracks which will carry it for the 90 minutes it will take the body to make the 300-foot journey from end to end of the plant.
Within a matter of seconds both body and spit are lost to sight as they pass into the mouth of the 7,000-gallon capacity cleansing tank where the degreasing takes place. It is here that a mild alkali solution and water make up an emulsion wash which is sprayed onto the body by a series of side and overhead jets at a controlled temperature of between 140 and 150 degrees Fahrenheit.
From the degreasing vats the body progresses through to the first of two rinses, the first of which is carried out with ordinary mains water, and the second at a controlled temperature of 140 degrees F.
The next phase of the process sees the body pass into a phosphate tank where it is then Bonderized once again under controlled conditions followed by yet another cold water rinse.
Any harmful deposits which may still be clinging to the body, or which may have passed through from one of the earlier sections, are finally neutralized in a chromic acid wash which improves the anticorrosive properties of the body surface.
In the drying ovens the bodies are thoroughly dried in a temperature of 275 degrees F. and then, following a cooling-off period, they are transferred to the 4,5000 gallon paint were the chocolate brown primer is applied. Last but not least are the primer-bake ovens, and as the bodies enter these for 15 minutes baking at 365 degrees F., the spit ceases to rotate and the returns to its normal position.
With Rotodip BMC ensures that its car bodies, at the bare metal stage, are cleaned, rust-proofed, and coated entirely, even between overlapping spot-welded panels, with an initial coat of primer paint which is baked at high temperature.
There are a total of eight Rotodip plants in the five BMC. factories, including one in the Australian subsidiary factory at Sydney. Two of the plants are at Morris Motors, Cowley, two serve the Austin Motor Co. at Longbridge, one is at Nuffield Metal Products, and another two, including the first and the most recent, at Fisher & Ludlow, Castle Bromwich.
Cost of Installation
Rotodips, elaborate and costly, need buildings a quarter of a mile in length to house them, and they are as high as a two storey house over most of their length. To install, floors may have to be excavated, and roofs raised, and also need to specially fireproof ancillary building to house paint storage tank etc.
The most up to date plant in BMC is the Fisher & Ludlow, Castle Bromwich. It came into operation in February 1964 as a result of months of work carried out by a team of Fisher & Ludlow engineers and personnel working with the manufacture Carrier Engineering Co. Ltd.

Austin A40 Farina Body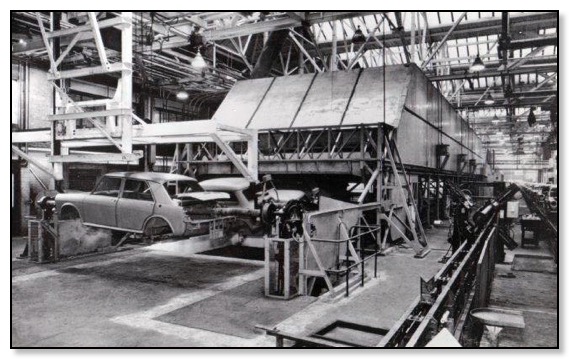
Austin 1100 & Mini Bodies