

The Longbridge factory has grown over the years, but is split up into four main areas. South Works where it all began, then North Works, West Works and finally East works.
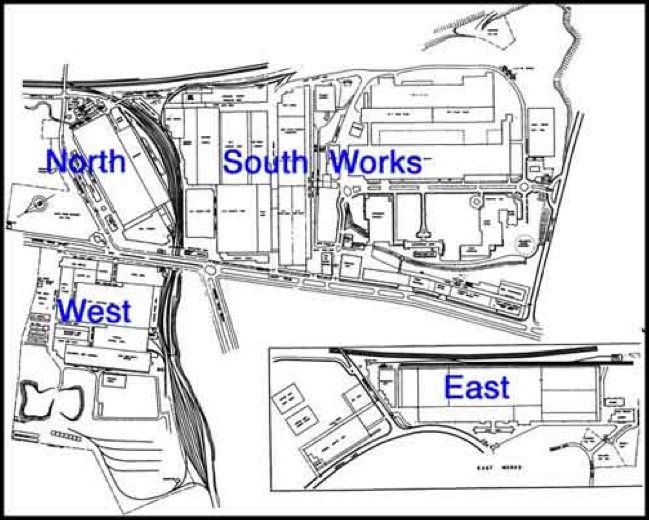
Plan of the Works in 1961
Introduction
The origins of the Longbridge works are a tin printing and box manufacturing works built by the Birmingham company of White and Pike Ltd. They were copper plate printers, established in 1860 and occupying several sites in the city centre. In 1893 they decided to diversify their operation to include the printing and manufacture of tin boxes. For this a new works was built on a site outside the city boundary at Longbridge comprising a series of twenty or so fields bounded by Lickey Road and Lowhill Lane, the Midland Railway's main Birmingham-Gloucester and Halesowen Branch Iines. The setting was entirely agricultural save for one house, 'The Wonders' (now buried some where under CAB I ), which was approached from Lowhill Lane. It also included Cofton Hill, a local land mark, which rose 70ft or so above its surroundings. The architects were Messrs Stark & Rowntree of Glasgow and the builders were James Moffatt & Sons of Camp Hill, Birmingham. White and Pike had to raise £105,000 to cover the cost of the new factory and construction work commenced on 19th March 1894 to build the new factory which was finished in the first quarter of 1895.
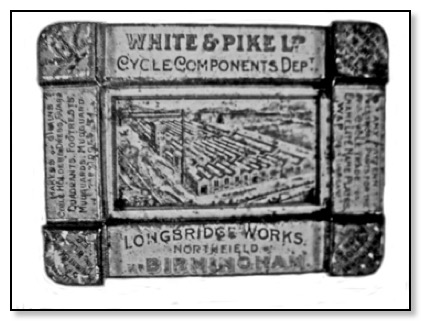
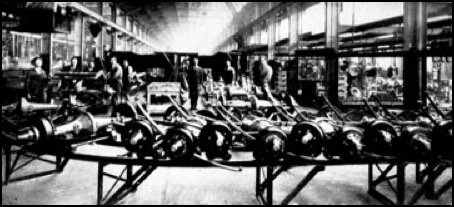
You will see from the picture that it was actually at first producing components for the cycle industry. Perhaps this work tailed off so they then decided to go into tin printing. This venture proved to be unsuccessful and the Longbridge factory closed down in about 1901.
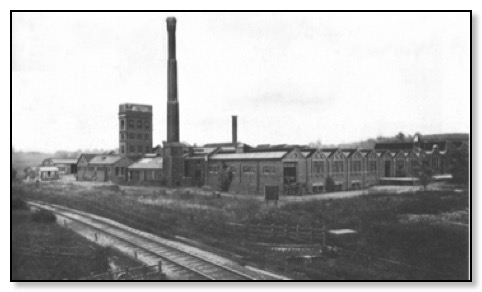
White and Pike factory built in 1895
South Works
For four years the factory lay empty and on the books of E A Olivieri, a Birmingham financier at a price of £11,000. Herbert Austin, then working out his notice as general manager of the Wolseley Sheep Shearing & Equipment Supply Co. at Aston. Having made a decision to start up his own company The Austin Motor Co. Ltd. which was registered on 26th June 1905 he began to look round for a suitable factory. Time was running out as the annual Motor Show was the place to exhibit if a manufacturer wanted to attract the maximum attention from the motoring press and the car buying public. It was going to be in London on the 17th - 25th November 1905. In November he learned about the former White and Pike works at Longbridge; visiting it on Saturday 4th November 1905 with his wife and his entire staff of three. The factory was exactly what Austin had been looking for and the following Monday he contacted Olivieri to talk terms. The asking price was £11,000 but a deal was satisfactorily concluded at £7,5000. With out delay Herbert Austin and his staff of three moved into the works later that same week. With a set of drawings of their first car ready in time to be shown on Stand 42 at the Motor Show just two weeks later. Firm orders were placed, giving Austin and his backers the confidence they required to raise extra capital. On the 22nd January 1906 ownership of the factory along with an extra 8 acres was finally transferred.
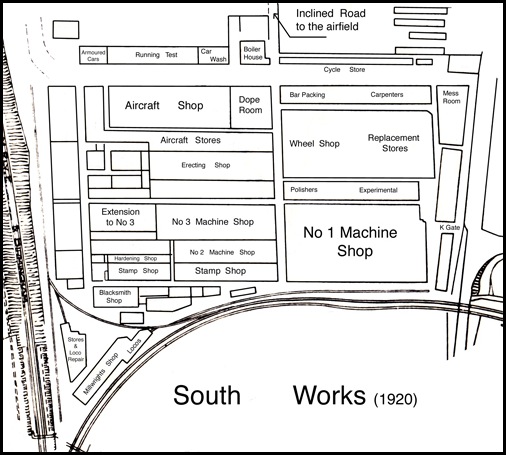
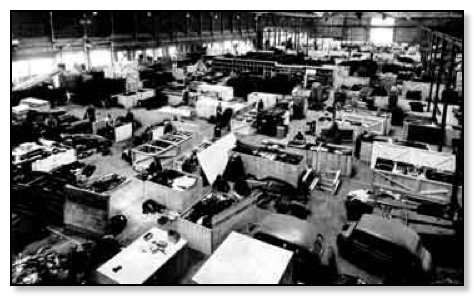
With the firm orders received from the Motor Show, Herbert Austin was planning an expansion of the original works. On 26th November 1905, just three weeks after he moved in, a planning application was lodged with Kings Norton & Northfield RUDC for the erection of a kitchen block on the site; this was the first of several hundred such applications submitted over the years. Almost a year passed before an expansion of the work's production capacity was planned, But during the nine months from October 1906 applications were received to build a Paint Shop, a Mess Room, a Cycle Store and a Toilet block. It was stated at the time that the Longbridge factory had the latest machines available such as several new, high speed turret and gear turning lathes. In the first quarter of 1906 new shops were already been erected and output was slowly building up to four cars a week. With all this building work going on, the drainage on the site had to be revised. A plan for this work, dated lst March 1909, provides a unique picture of the development of the works at that date and a basis for comprehending the historic core of the current Longbridge works. White and Pike's rectangular block was divided into the machine shop, erecting shop and body shop, one behind the other. The sections were partitioned and subsequently further divided by glass screens, creating an enclosed, craft atmosphere. These workshops shared, and are still dominated by lines of cast-iron columns, round in section up to their capitals and then square above to carry bearings for line-shafting. The columns supported sturdy wooden roof trusses and north-lit roofing. Workbenches and rows of chassis were arranged in lines running east/west in these shops, to make best use of the spaces left between the columns; the brick walls incorporate bearing boxes for the line-shafting.
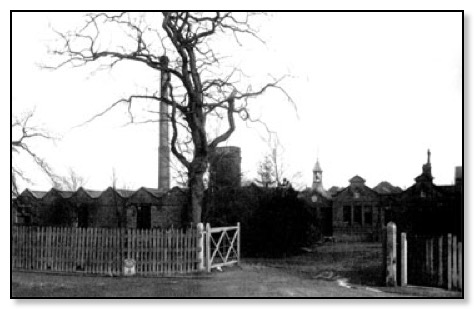
South Works 1907
One of the land marks of South Works was the brick water tower, once emblazoned with the company's name and later with its stylised flying 'A' symbol. it was in 1909 that planning application was submitted for a paint shop. The timber sheds were another early Austin investment, located in the south east corner of the site; planks of ash were stacked behind slatted wooden screens to aid the drying out of the sap. Before the First World War there was no need for a metal press shop since the body panels were made of aluminium and could be beaten into shape by hand on a workbench. The expansion of Longbridge proceeded apace, with just 2.5 acres and 270 employed in 1906, in 1910 it covered 4 acres and employed 1,000. More planning applications were submitted so that by about 1912 the following had been agreed Works Additions, Loading Dock Cover, Motor Body & Paint Shop, Photographic Room and Two-Storey Building etc. It was stated that the main machine shops covered an area of 47,000 square feet, and were situated in the centre of the Works. Machines include millers, driffters, turret lathes, boring drilling, profiling and grinding machines and automatic tools of various descriptions. All the finished parts were checked for accuracy and interchangeabilately in an adjacent View Room.

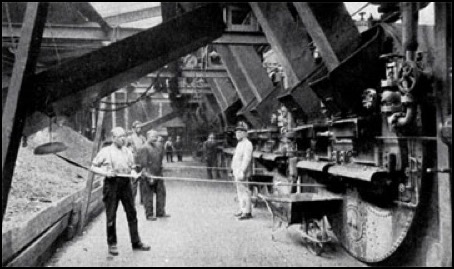
Hardening Shop
The Hardening Shop occupied an area of about 1,200 square feet. The power generating building contained two vertical compound steam engines for driving the shops - one a 150 horse-power Anderson, and the other a 286 horse-power Brush. For lighting purposes a 75 horse power single-cylinder vertical engine is used coupled to a Crompton dynamo. A 30 horse-power gas engine drives an electric generator for motors used in the wood mill, pattern shop, wheel building shop etc.
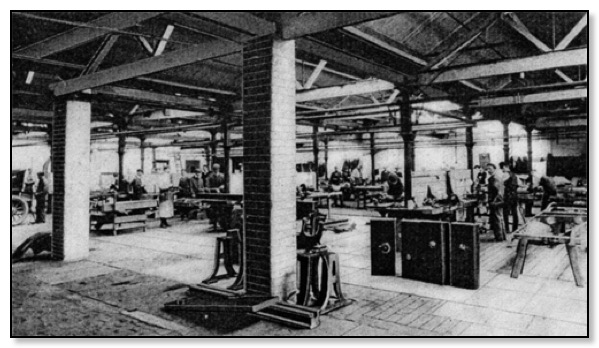
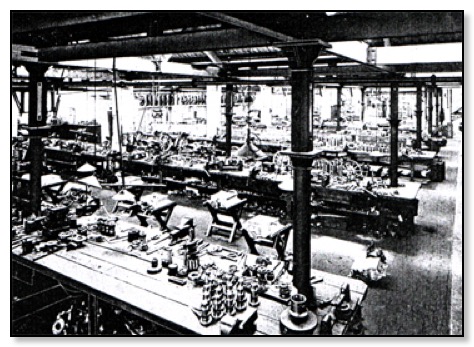
Chassis Erecting Shop
One of the largest building was the erecting shop covered an area of 17,000 square feet. a total of 24 chassis can be worked on at the same time . The frame drilling section covers about 5,000 square feet and is fitted with radial and electric drills. Other shops were:- Copper and tin-smiths shop 500 square feet; wheel building shop 2,600 square feet; pattern-makers shop 1,160 square feet and so it goes on. Owing to the large amount of wood used in the construction of the buildings and in the making of cars and aeroplanes a system of pipes from a tank of 8,000 gallons capacity situated in a tower feed 1,200 sprinklers around the factory.
The workforce at this time numbered about 1,500 working day and night shifts. By December 1913 the works had doubled in size, primarily through extensions built to the south in the form of a narrow range and a large shop which accommodated the frame section, and spring and axle section on an open plan and hence flexible basis. The fitting out of this new block pioneered some of the innovations that were adopted during and after the First World War in the name of mass-production. Larger components were moved by an overhead trolley system while the work areas for each type of car were clearly segregated. Meanwhile, the mess room fronting the road was extended to form a two-storey block of offices.
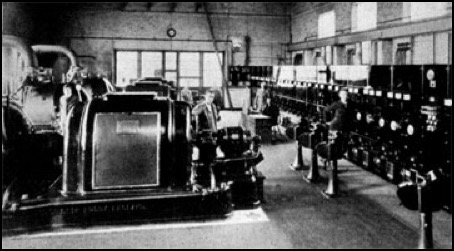
Power House
A new power-house was constructed and two 4-cylinder vertical gas engines of 200 hp each, designed by the Anderson Foundry Co. of Glasgow, were installed. these were directly coupled to three-phase alternators built by the Allmanna St'enska Electric Co. which provided the current for twenty 20hp motors driving sections of machines. Herbert Austin was committed to pursuing mechanisation and efficiency in terms of his plant layout. A article in the The Motor after a visit to the works reported in January 1914 that the arrangement of the various shops calls for special praise, instead of the some what haphazard planning found in most works, everything is arranged to provide maximum convenience. Some of the machines were of Austin's own design and great emphasis was placed on the testing and inspection of each component.

Railway Station on the left under the footbridge.
Water Cooling Towers on the right.
A railway station was built within the works in February 1915. The Midland Railway began to operate workmens' services to Longbridge from Birmingham New Street that summer. Longbridge's expansion had started in 1914 with an addition to accommodate shell production and an extension to the Power House, applied for on 17th September 1914 and completed by l3th November. What amounted to a virtual doubling in area embraced most of the available land extending back to the Midland Railway's main line, mostly taken up by a stamp shop with a high roof that stepped down to the south and an adjoining forge. The stamp shop provided rough stampings for cars and aeroplanes. Hammers were arranged in batteries: 2 ton hammers, two 25cwt hammers, four 15cwt ones and others of smaller size, all of which pounded billets into forgings. Later on this shop formed the basis for the current No.2 machine shop.

No 2 Machine Shop
The most impressive surviving element of these extensions was the power house, nick-named 'The Chapel'. It was one of 22 planning applications submitted by the company between 31st March and Ist December 1915 that included a shell shop, stack and press shop and a doping room. Completed in 1915, the power house used brick piered construction and has round-headed openings. A Belliss & Morcom compressor provided the air to drive the various tools around the factory. Another large structure was built for making l8 lbs shells, after the war was converted into the main erecting shop. Along the southern boundary of the works was accommodated timber and employees' cycles. It was necessary because of the war effort to increase supplies to the army. So 41 planning applications were lodged by Austin between lst February and 4th November 1916, large shops were built for making shells, aeroplane engines and stampings and these is when North and West Works came on the scene.
North Works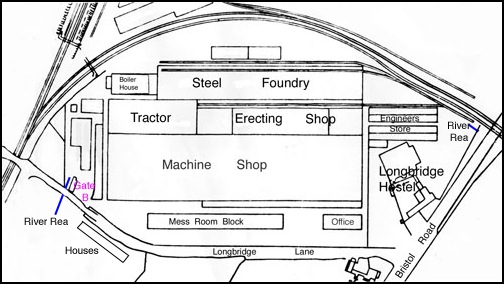
Layout of North Works 1920
Longbridge's North Works was buiit upon land bounded by the Midland Railway's Halesowen Branch, the Bristol Road and Longbridge Lane; a series of seven irregular fields that formed the holding of Longbridge Farm. The latter's buildings were in a misshaped quadrangle and stood just off the Bristol Road. The River Rea which flowed eastwards towards the city bisected the site so was put under ground in a culvert.

Longbridge Lane:- Works entrance Gate 'B'
Bridge over the River Rea 1930s
Work on the North Works first began in June 1916. It consisted of a machine shop 850ft x 270ft finished by December 1916, plus an adjoining forge which became operational in March 1917, a mess room seating 4000 and administrative blocks were all built parallel to Longbridge Lane.
Boiler House
A new power unit situated to the east of the North Works which was equipped with twelve Lancashire boilers, have their ash removed by a narrow gauge railway system with trucks and small turntables. Three l500kw turbo generators which supplied 386 electric motors varying from 0.5 to 200hp. The power house was erected in the north east comer of the works and still houses a turbine and four operational compressors.
Station and siding accommodation for goods traffic and employees was also provided. After the war North Works was designated for the assembly of tractors, lorries and car axles, plus the machining of components. Its rebuilding commenced in April 1919 with a steel foundry at a cost of £80,000. This foundry was capable of making twelve tons of mild steel per eight hour shift. Converters were also installed and a press shop of huge dimensions erected.
Gear Box & Rear Axle Section
Quite quickly these new facilities needed to be extended and in 1920 a planning applications on the 5th January for extension to the Steel Foundry. The North Works machine shop included batteries of gear-cutting machines, lathes and drills and completing the facilities were large pattern and machine moulding shops, plus stores for wood and metal patterns. The need to provide powered conveyors was appreciated in 1925, but these were not actually installed until early 1928.
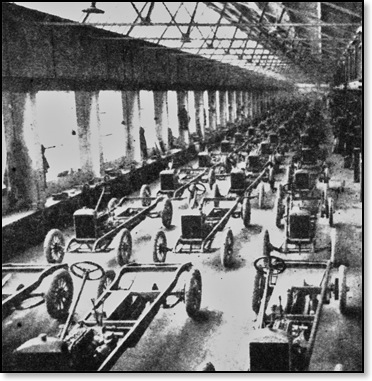
Chassis Assemble Line North Works
Front and rear axles were produced on a slow moving track, coming together on a slat conveyor that passed through a tunnel between two shops. They were brought up on a chain conveyor in the sequence they were required and then hoisted on to a runway to pass through the paint spraying plant. Next they were attached to another conveyor to go through the drying booth. At the end of the conveyor the axles were deposited on carriages which ran on rails and took them through various operations, such as the attachment of springs, before they reached the chassis erecting shop in South Works. North Works was re-equipped for engine production in 1928. Further expansion took place in 1931 a Generator House, Engine Testing Building. The reorganisation of North Works was completed by January 1935, although a new boiler plant was in-stalled in 1937-8 made by Babcock and Wilcox with a coal feed. The Power House had four Belliss & Morcom compressors and a Belliss & Morcom turbine, which drives a 4 mega- watt generator. with a tower and horizontal conveyor all added later. North Works has steel columns but wooden truss roofs. Two cooling towers made of wood were situated in the north-east corner of the works. The foundry, was built with anaisled form of a high central nave supported by two lines of lattice columns with cupolas rising through a lower line of roof back to the south. Core making took place at the eastern end while the fettling shop was set to the west.
In the the late 1940s plans were drawn up to rebuild the whole of North Works, below is how it would have looked had the plans come to fruition.

Proposed re-build of North Works
North Works in the 1950/60s foundry was were the 'A' & 'B' series engine blocks and heads were cast. 'A' series blocks were machined and assembled next door, but the 'B' series engines were machined and assembled in No 5 shop in South Works. The area had a large tool room at the Bristol Road South end, along the Longbridge Lane was where the Canteen and Rehabilitation section was located.
Because in the late 1960s all the 'A' series were now built in East Works a big area of North was under used so in the early 1970s the following buildings were demolished canteen and rehabilitation block along with the training school. A new building was constructed for the machining of the new ‘O’ series engine etc.

North Works 'O' series Machine Shop
O' series production continued till 1998. The Tool Room was moved over to West Works around mid 1998. BMW had took over the company in 1994, and in late 1998 work stated on demolishing part of North Works in preparation for a brand new Body Shop for the New Mini. Although part of the site was cleared, at the eleven hour BMW decided to install the new multi pound press at Land Rover Solihull. This was the first signs that BMW had a hidden agenda. North Works was still carrying out machining parts for Land Rover along with the 'A' and 'L' series engine items up until 1999, and some parts for the MGF going into 2000.
West Works 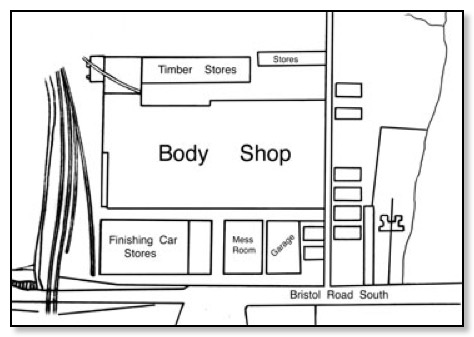
Layout of West Works 1920
The site of West Works at Longbridge was bounded by the Bristol Road and the Midland Railway's Halesowen Branch. To the rear were the grounds of Hollymoor Mental Hospital, The works occupied seven field plots, the only existing building on the site being a large house called 'Beaumoors' which stood on the Bristol Road South opposite the junction with Longbridge Lane. Work commenced on the West Works in December 1916, with the building paid for by the Government as part of the War effort and was completed in June 1917. It comprised a 660ft x 330ft, 23 bay machine shop equipped with 1000 machines each driven by electric motors. This was for making shells and it achieved a record output of 104,000 18 pounders produced in one week. Stores and a mess room were built in front of the main block and a boiler behind. A number of additions were made to the works in its early years, including extensions to its grinding shop. After the Armistice the West Works was laid out for body manufacture. Something like a thousand machine tools were removed. New storage sheds, timber-drying kilns, sawmills, a boiler house, paint spraying and drying rooms, plus new heating and ventilation systems.

Saw-Mill
Timber was unloaded from railway wagons in a new siding on to a narrow gauge trucks on which it remained until it reached the saw- mill and was reloaded after sawing to take them to the drying kilns. On 26th March 1919 permission was sought to build a Timber Drying Shed and a Breaking up Mill in the West Works as it converted from the manufacture of l8lb shells to a body making shop. One feature of this new shop was spray painting by compressed air each paint gun enabled a body to be painted in twenty minutes rather than the three hours it took using a brush. Bodies were carried on a swivelling bogie which enable them to be moved easily. In January 1920 the West Works was stated to have an output of 250 complete car bodies per week. Other shops there were adapted to build wheels, hoods, glass screens and radiators. The forge shop had also almost been doubled in size and a new black-smith's shop added, plus drying kilns, a saw mill and a store for completed cars. By 1925 the bodies were being made on a series of production lines. Once completed they were lifted by slings to an overhead runway to the mounting shop where they met the correct chassis.
A further reorganisation of West Works for complete body production, embracing assembly, painting, trimming and wiring, took place in 1928. Flow production was used with tracks zig-zagging to make the fullest use of available floor space. The metal bodies were built up from the main frame, The base pieces of which were strengthened by spot welding on angle pieces. Cross-members were riveted on, the scuttle forming an integral part of the design. Aluminium door panels were used and the running boards, frame valance and wings were added to the chassis before the body was fitted. Cellulose paint had been adopted for all Austins in 1926 and by June 1932 the paint process had been mechanised with bodies being slung on to a continuous chain and passed through cleaning, priming and painting stages, ending in an oven, by which point nineteen spray coats had been applied. Two such painting plants were istalled. Parts were moved by a conveyor chain 800yds in length, suspended from a girder framework, which moved at 2.5ft per minute. There were 19 spray booths in all capable of painting 1700 bodies per week as part of its normal work. Further alterations were made in the mid 1930s
Axle assemble
It was in 1939 that the chassis erecting shop which was l,000ft in length was introduced were by all components, including front and rear axles, power units and cabs, were fed by three elaborate conveyor systems. The machine shops were laid out in a three-storey building providing 35,000sq ft of floor area.
These all changed in the early 1950s with CAB 1 up and running, so bodies from West were taken by lorry the short distance to No 2 Paint Shop on the Lickey Road. In 19xx the convery was build which then connected West works with South
Part of this is occupied by the marshalling area for the conveyor that takes the bodies over to CABI in the South Works. The old machine shop, with timber north lit roofs on steel columns, accommodates the long-standing body production line for the Mini. Each section is built on a short U-shaped line before being united to make up the highly distinctive rounded form of Issigonis's baby. At its northern end, the building has wider bayed roofs, all of steel, and houses a rectification and marshalling area for Mini bodies. In contrast to the broad production areas, the southern perimeter of the West Works comprises a medley of ancillary buildings. The now redundant boiler house and a brick engine shed shelter beneath the conveyor from the new West Works.
The West (Metro Building)
New West Works is twice the size of the Old
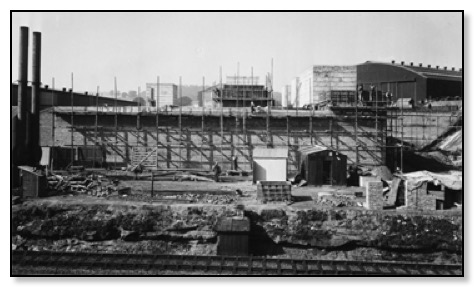
It was in 1975 that the planning for the all new Metro Building for Body in White (BIW) began. Harry Weedon Partnership, who have acted as architects for the company since the 1950s on all the major redevelopment schemes at Longbridge were awarded the contract.
It was necessary to purchase extra land behind the Old West Works. So 142,000sq m of land belonging to Hollymoor Hospital was purchased from West Midlands Regional Health Authority. This land had previously been two sand pits which probable supplied the sand for the construction of the Old West Works. Time for construction was limited as the new facility had to be up and running by mid 1980 as the Metro was to be launched at the Motor Show in October which had moved to the National Exhibition Centre from London.
The building which would cover an area of over 71,000sq m with an unobstructed height of 8.75m in the production areas. Tarmac Ltd was awarded a £750,000 contract to level the site and put in the site services. This was completed in April 1977. Sir Alfred McAlpine & Son (Southern) Ltd was the main contractor and construction began on the £15.5 million Metro Building in July 1971. Part of this contract also included an extension to the South Works, covering 32,500sq m in an area adjoining the existing CABs; this was required to increase trim, final assembly and validation facilities. Wimpey Construction UK Ltd were given a contract, which involved the construction of a link bridge (conveyor) to the Old West Works.

The front of the building and the link bridge
The building was handed over to British Leyland in April 1978 with production commencing on schedule in 1980. Their was a rail link into the building as the body panels came from the Swindon plant. The body store is at one end and the panel store in a higher section at the southern most end. The process begins at an automated panel store capable of holding sufficient material for 6500 bodies. Each Metro body is formed out of some 180 or so steel pressings, some of the larger of which are joined by spot welding for sub-assemblies. Stage two is body side assembly in which four lines of multi-welders produce two pairs of sides every 50 seconds. Elsewhere, two multi-weld lines assemble the underframe, using 700 spot welds. These sub-assemblies then pass to the main body assembly process. Four body preparation lines capable of handling 30 units per hour unite the underframe, front end, body sides and tailgate aperture sub-assemblies using small metal tags. These tagged bodies are then automatically transferred to a body store capable of holding 120 Metro bodies at any one time.
From here these assemblies pass to one of two automatic body framing lines, where seven robots unite them using around 450 spot welds. Next, 24 crucial dimensions on each body are checked electronically at a body audit station before robot welding stations apply a further 250 or so spot welds. To complete body assembly, the shells pass to the body finishing lines where the seams are welded and the bonnet, doors, tailgate and fender sub-assemblies are added. The next stage was the long journey by conveyor across the road and into South Works up to No 3 Paint-shop, and onto CAB1 for final assemble.

Ready to fit this immense building out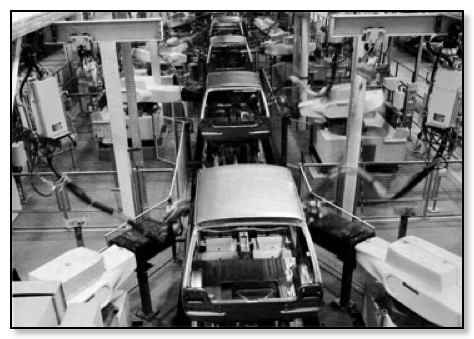

Some of the Robots in action
East Works
The whole of East Works stands on land outside the former Warwickshire county boundaries (now the West Midlands), in the parish of Cofton Hackett, part of Bromsgrove Rural District in Worcestershire. The site is defined by this boundary and the line of Lowhill Lane and was formerly farm land. The East Works was built upon a l5 acre site bounded by Groveley Lane and Lowhill Lane from 1936 onwards, as part of the Government's Shadow Factory Scheme which Lord Austin was in charge of from its inception that year. It included an under-ground factory built under Groveley Lane where aircraft engines and associated components were assembled during the Second World War. By March 1940 tunnels were also constructed to link to other parts of the works site. These underground tunnels were capable of accommodating 10,000 workers mainly in South Works.

Showing Low Bay left and the High Bay right 2006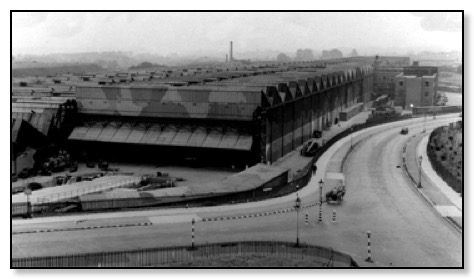
East Works,
Showing ramp where aircraft were towed to the Flight Shed

East Works Coal Fired Boilers 1965
A boiler house with thee boilers employing an underground coaling apparatus was built in 1937 to supply the East Works. Ash disposal is accomplished via a small, hand-powered narrow gauge railway. The main East Works building is 1500ft long by 400ft wide and of conventional shadow factory design, except that the north lights run parallel to the sides of the building rather than to the front. As built, its western end was an unobstructed up-and-over garage-style door of huge dimensions which was designed to allow the egress of fully completed bombers. The building has a conventional shadow factory-style office block fronting it. This is not directly attached to the factory other than by a rather slender umbilical corridor.

East Works Main Office (1996)
Austin's first aeroplane was the Fairey Battle, completed examples flying direct from Longbridge. The company leased and eventually purchased the Cofton Hackett aero factory after the war. It was used for the production of commercial vehicles, including the 5cwt Champ. A number of alterations were made to the East Works facilities: a planning application of 6th December 1948 made various site layout alterations at Lowhill Lane end, another three applications lodged between 23rd March and 19th November 1949 developed the site further through the extension of a laboratory. Most of the East Works redevelopment was completed in 1951 when nine planning applications submitted between l2th January and 9th July added, amongst others, an office, canteen and manufacturing despatch department as the building was used for the reconditioning of major components such as engines and gearboxes, which were painted gold.
East Works CKD
The main East Works building, with its high, double-storey roof creates an unencumbered space which was ideal for the packing of Completely Knocked Down (CKD) kits which would be sent overseas for final assemble at the many factories that Austin had around the world. Later on the large door at the western end where the aircraft used to be tow out and up a ramp across Groveley Lane to the Flight Shed was removed. A block were the aero engines were tested was changed into a research block and called East Research.
Construction of the Aero Engine Test Cells (1937)
East Research Test Cells (2006)
This block housed along with test cells a Cold Room and at the far end a Wind Tunnel. In the early 1950s to the late 1960s the following work was carried out. The Gas Turbine (Link) engine was developed along with a new Alex Issigonis range of small engine vee four which never went into production because there was no space advantage when installed in a FWD East West layout. A great deal of time was spent on a automatic transmission called Hydrostatic which also did not go into production but the principle behind it has been used in other applications.
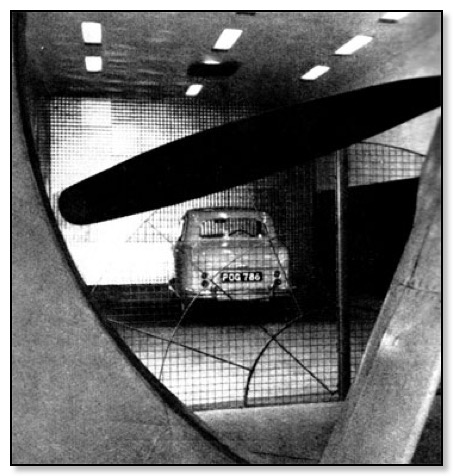
Wind Tunnel
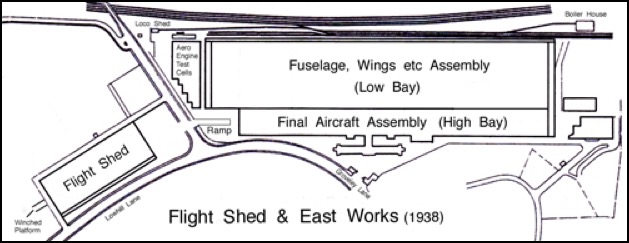
Flight Shed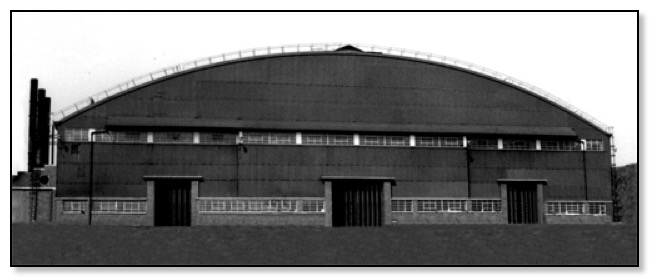
Flight Shed 1950s
A notable structure as part of the East Works development was the building of the Flight Shed. A planning application lodged on 17th September 1936 for a hangar in Lowhill Lane on the corner with Groveley Lane. The work commenced in late 1936 and was completed in October 1937. The building was to be used as a shop where aeroengine components were to be machined and assembled. Aircraft that had been assembled in the East Works were towered over the road into the Flight Shed were they were fitted out and then lifted up on a platform by cables to the airfield. The building roof was constructed from pressed steel sections assembled to form a honeycombed lattice which gives a single span. There are only a few examples of this form of construction left in the country.
Flight Shed Roof
___________________________