

Car Assembly (Part 1)
Car assembly has change dramatically over the years, but in the early years
each car would be virtually hand built as shown below.
Car assembly in 1909.
Then the idea of a assemble line, where the various components could
be attached as the chassis was moved forward by hand.
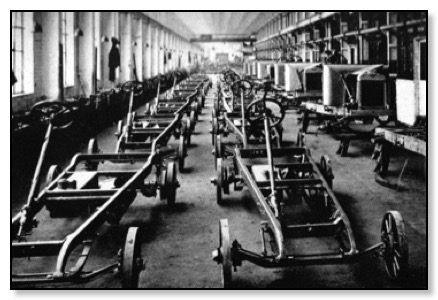
Austin '20' assembly line 1921
In the 1930s the process of car assembly was now much faster. but there was no real mechanisation.
Austin '10' (centre) assembly line 1935
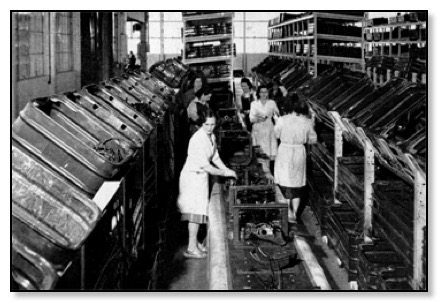
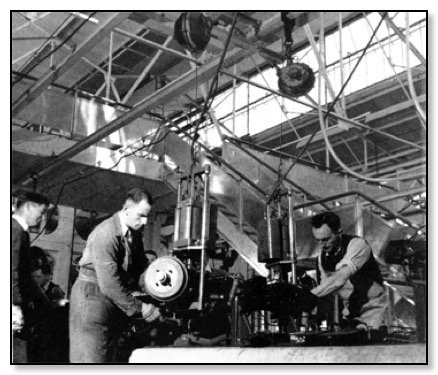
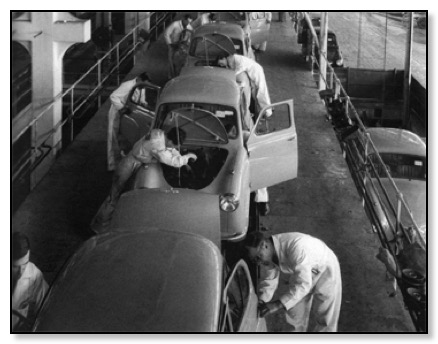
Although improvements had been made year on year, the assembly of cars was still, even by the late
1940s a very manual operation. 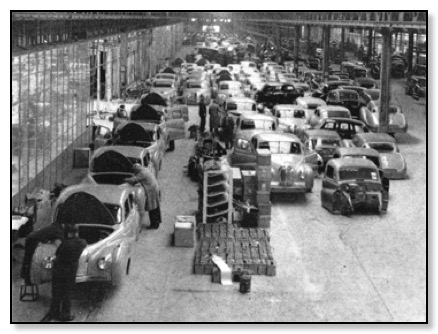
Various models been trimmed
It was in 1948 that Leonard Lord brought together a small team working under the umbrella of the factory planning department, whose sole job was to develop all sorts of new ideas to improve the production processes. One day he got them all together and said, “this is my vision for the future, the next generation of cars will not have a chassis, forget what we’ve done in the past. I want a building with a completely clear floor and a hole in it for the axles to pop up. Then further along the engine/gearbox will follow and latter on the body will come together. There will be different body types saloon, coupe, estate etc, various engine and gearbox specifications all synchronised together on the same track”.
So work started on making his vision a reality. A Devon was stripped down and by looking at its various components, it was worked out where the components should be place at the stations on the track.
While this was been worked out, it was the turn of the architects to design a building that would embraced all the ideas for this new concept of car production along with a modern appearance.
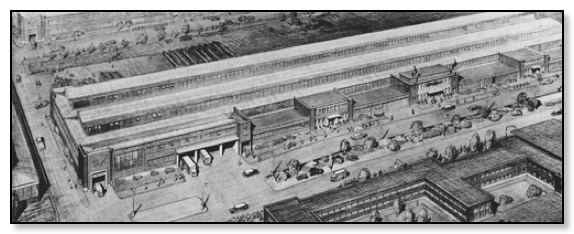
Artist impression of the new building
Note that it shows various buildings in the foreground and a further assemble building in the top of the picture
which mirrored CAB 1. In the end these were not built as shown, which can be seen in the following picture.
CAB 1 and CAB 2 1964
In the foreground, left hand corner is the Design Block which is connected to the Administration Block,
known by the workforce as the Kremlin by a covered way.
Below is a plan of CAB 1 showing where the Tunnel were and references to the pictures.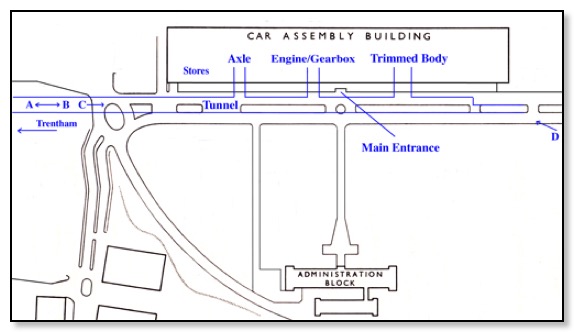
Main Entrance
This is an artist drawing of the main entrance, what it does not show is that the actual doors had the flying 'A' on the glass. so was it an after thought. In the 1990s the doors were replaced. But the original doors were saved thanks to the works maintenance team, and are now on display at the Heritage Centre Gaydon.
The site of the Car Assembly Building was originally a hill, the top of which was actually in cross-section convex to form a airfield. It was necessary to level this before building commenced. The ground varied considerably, from rock in the centre, changing to stiff clay. sand and made-up ground. So that in some places it was necessary to pile drive. In all 280,000 tons of rock and earth had to be removed before work could begin.
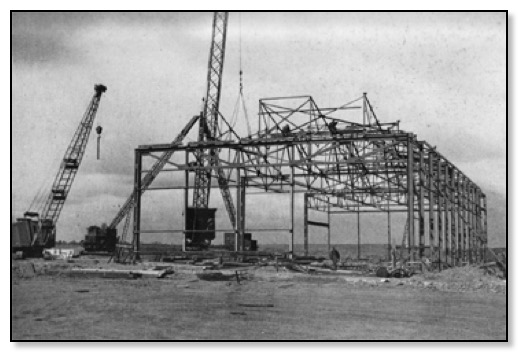
Construction starts on the building in June 1950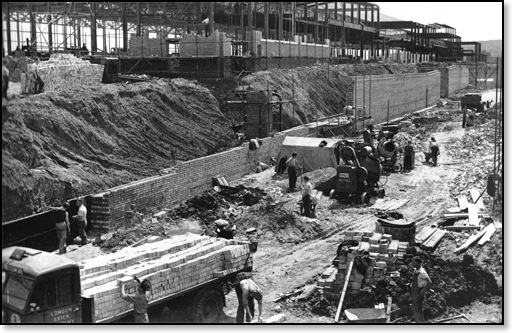
View C . . .
Note the the depth below ground level, also you can visualise how wide it is. From the next two pictures you realise why it need very substantial brick walls and supporting steelwork for the roof. The tunnel was 20 ft below ground level and 1,000 ft long.
View B
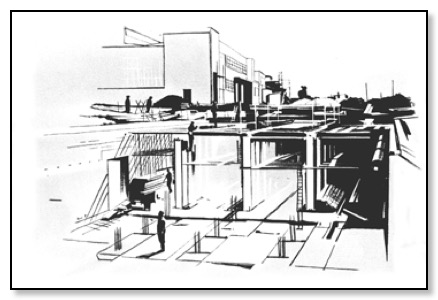
Construction of the tunnels (Artist sketch)
View A
This is a view looking in the opposite direction of the previous picture.
It is really that steep, as it comes up from the Trentham area.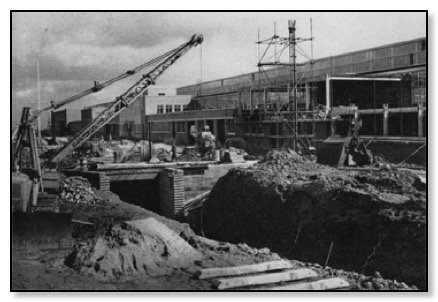
View D
You can see from this view that the building is now taking shape. It shows the other end of the tunnel which gave access for maintenance personal for the inspection and repair of the conveyer system along with the cradles that support the trimmed bodies.

Looking up to 'Q' Gate
CAB 1 was officially opened on the 19th July 1951 by the Minister of Supply Mr George Strauss. He stated at the ceremony, "this week had been a very important one in the history of British industry, it was a fine tribute to British craftsmen and to the ability of British designers. It showed the determination of the Austin Motor Company to remain in the forefront of technical progress."
The building housed three tracks each 250 yds long with room to install a fourth track if needed, this never actual happened. Each track can assemble 150 vehicles each day, about 2,250 cars per week. These figures are based on production of chassis version cars A40 Devon & Somerset A70 Hereford & Hampshire. When the chassis-less car came on the scene production figures increased as their were less assemble operations.
The press described the building as Austin's ‘Crystal Palace’
Quote from the Company at the time.
Set amid green lawns and flower beds the new Austin Car Assembly Building is the antithesis of the usually accepted notion of a huge factory. lt is constructed in accordance with the most modern ideas of efficiency, yet has considerable eye-appeal. and blends into the surrounding countryside. Its frontal aspect pierced at intervals by loading decks and massive doors carries little ornamentation except the words " Austin of England " which proudly fronts the main office block and a " Flying A " motif at the one end of the main building. Some 60,000 sq. lt. of glass all arranged vertically is used in roof and walls to ensure maximum daylight and this method, together with natural cross-ventilation and efficient insulation, ensure warmth in winter and coolness in summer.
(Part 2) Car Production
We are now going to follow the process that starts with the making of the
Body to the final assembly in CAB 1.
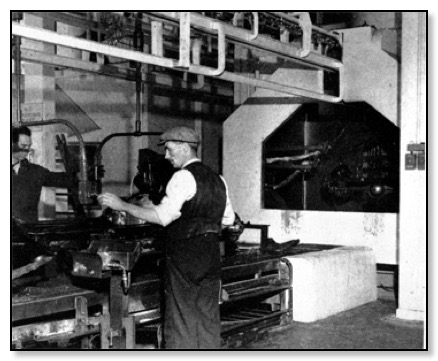
It all starts here where steel sheets are placed under large presses, the largest of which can apply a pressure of 1,000 tons. The process only takes a few seconds to turn a flat sheet of steel into a roof or a wing etc.
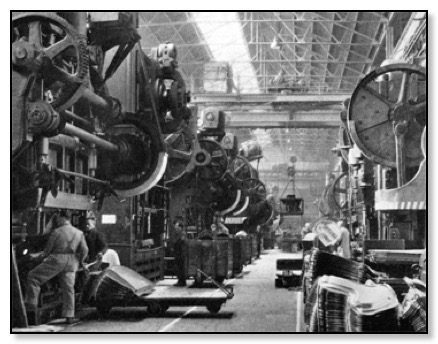
Press Shop West Works
From here the various panels are clamped together in specially designed jigs.
Then approximately 800 spots welds joining all the panels together into a complete body.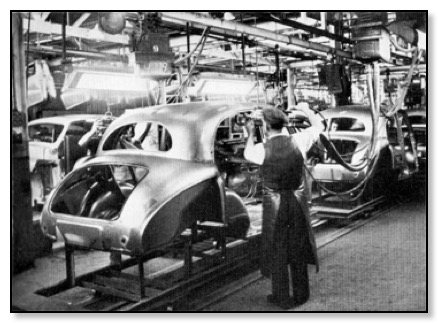
Body Assembly Track West Works
The final process in West Works is the Rota Dip. Here each body is clamped to a frame which slowly moves forward, it then connects with a continous chain on both sides of the Rota Dip and is picked up by the large toothed wheel which then rotates it along the 500 ft long tunnel. The first stage removes any grease on the body. Next stage is the phosphate dip which coats the metal and gives it a protective coating. Further on the body receives the paint primer which is then baked hard on passing through ovens.

Rota Dip West Works
The body is then transported by lorries over to the South Works to be painted. There they receive a undercoat, which is rubbed down and prepared for the final coat. The final coat is then applied before entering gas fired ovens at 250 F which the brochure of the day said, "to give the lustrous durable finish familiar to thousands of Austin owners all over the world."

Paint Shop

A40 Devon assembly line in Trentham 1948
After been trimmed the Bodies are put on the conveyor as shown below which takes them
through the tunnels to CAB. Also engines and axles travel up at the same time.
Underground tunnels
______________________
This is where the assemble process starts in the Receiving Deck, here components from companies throughout the UK and also from other parts of the factory arrive to be stored. It could be a simple washer or exhaust system. The stores holds components for two days production, which amounts to 750,00 items. The picture below which was obviously staged as it was actual a very chaotic and noisy place to be, with stacker trucks darting around and lorries queuing outside waiting to unload.

Receiving Deck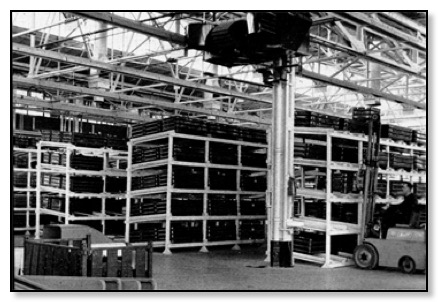
Stores
The next stage is that each car to be built has a list of the major items need. This list will state the model the variant (saloon-estate etc) is it RHD or LHD what type of suspension is needed, engine and gearbox specification etc, etc. So it was very important that the ladies made sure that the items they placed on the track were correct to the build requirement.
The first operation is the lowering of the chassis onto locating jigs that are part of the moving track.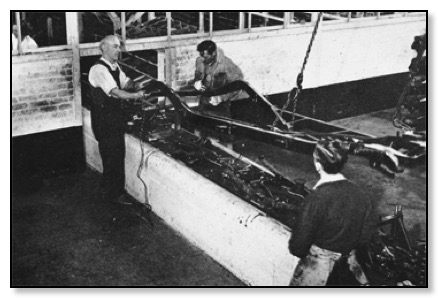
Further down the line, items like brake and petrol pipes are clipped to the chassis. 
Here we see the Rear Axles traveling up the tunnel, to arrive in the assemble area ready to be
lowered on to the track. (as shown in the next picture)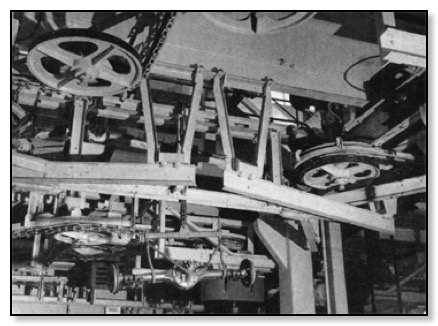
This is the station where the rear axles are lowered and bolted to the rear springs and then attached to the chassis.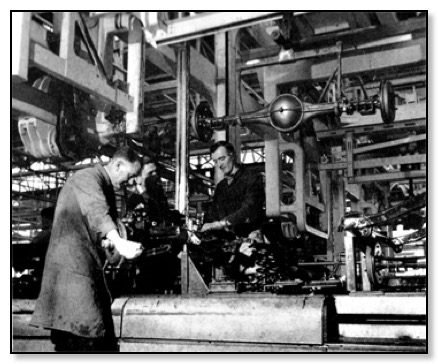
Now we see the front suspension receiving the coil springs which are held in the compressed state by means of special pneumatic tools. The spring retaining plates are then bolted up and the spring clamp is released. At the top of the picture you will see two circular objects, these are constant spring devices that counter balance the weight of the pneumatic tools, and so allows them to be lifted out of the way with no effort when not required. They are used extensively in production areas even in to-days highly mechanised production facilities.
Meanwhile the engine-gearbox allocated for this particular vehicle is winding its way through the tunnel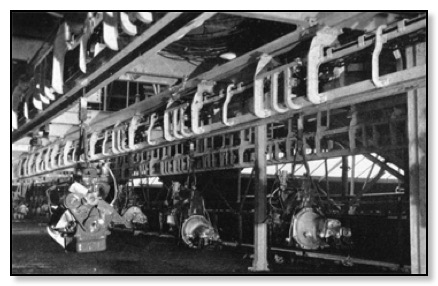
Here we see the engine and gearbox slowly been lowered automatically, as the chassis inches forward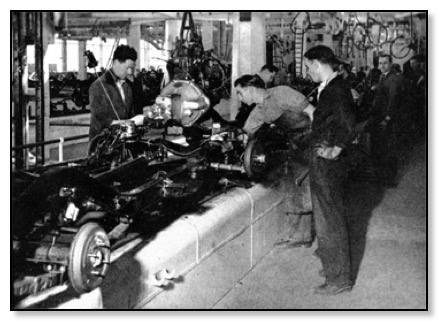
Air tools are used extensible to tighten bolts to their correct torque.
At this point shown below the complete assembly is attached to slings that will take it through the electrostatic spray booths. This is where it will receive a protective paint coating. As the complete chassis assembly passes through the booth a positive charge of 150,000 volts is applied. The finely atomised paint mist is given a negative charge so the paint is attracted to the assembly giving a very even coating. It then continues its journey to the drying ovens and on to the next stage.
Now emerging from the drying oven, all the following will receive a measured supply of lubrication.
Engine -Gearbox- Rear Axle. and also the oil nipples.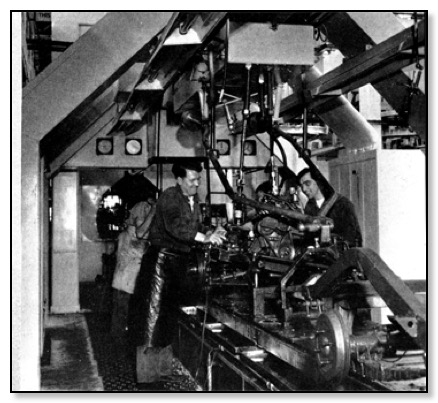
Here we see the painted and timed bodies coming up the main tunnel from Trentham. They then turn left into a underground marshalling area where the Devon, Somerset and Hereford are held in sidings ready to be lifted up to the respective assembly track.
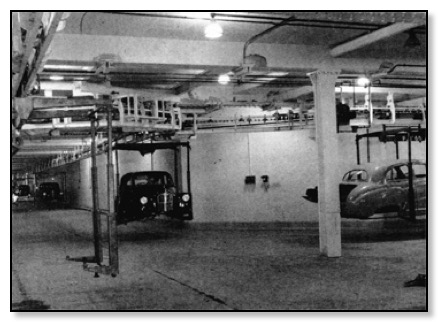
This view taken from the tunnel floor shows a Devon body starting its final journey to the track.
On the right you can see a Hereford body.

They then emerge from the underground storage area and swing over the track.
This procedure happens quite rapidly until the body is within about two foot of the engine. 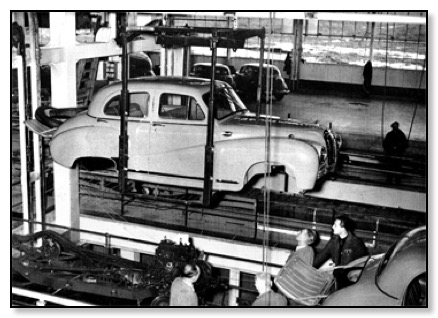
The rate of the descent is now brought down to a crawl as the body is located on the chassis. 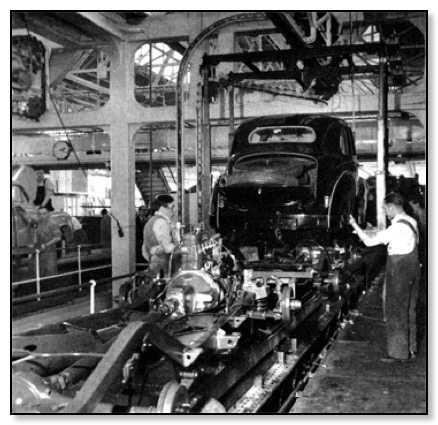
At this point the car is seated on its own wheels. The chassis mounting points are
tightened, radiators are filled along with the petrol tank.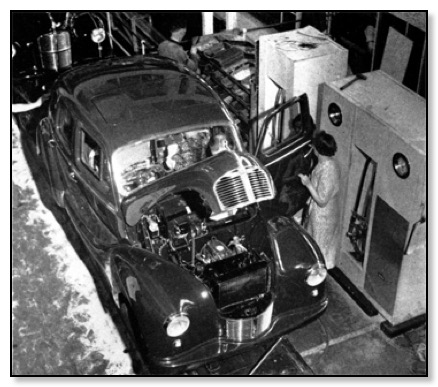
Here we see the view of the three tracks as the cars come to the end of the line,
a distance of 600 ft from stores to the end of the track.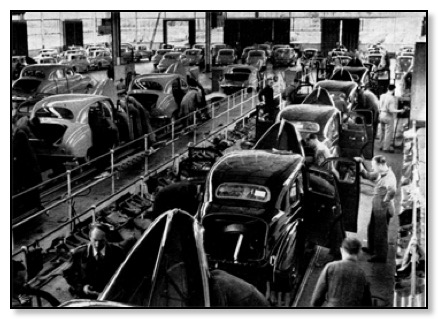
CAB tracks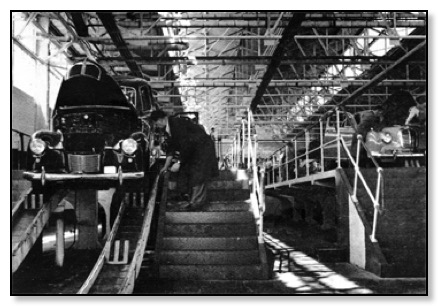
End of the track
Final checks are made before the car comes down the decline onto floor level. It then receives a final polish and inspection before been driven away for a short test drive and on to the dispatch area which was located at 'Q' gate.
So how is all this mechanisation controlled
Below is the Control Room where one man controlled all the automatic functions of the system. This comprised nearly 16 miles of various conveyers which had the capacity of transporting 700 tons of components through the tunnels. If a fault occurred it would immediately show up on the desk by means of a flashing light.
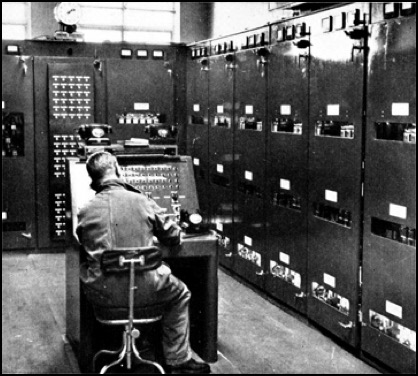
Control Room early 1950s
Here we see the enlarged Control Room installed in the late 1950s which was located by number one track and gave the operator a view of the tracks through the window. Note that there was more information at his disposal through improved electronics, so if a small fault occurred it was now possible to get round the problem and keep the tracks going.

A30s coming down the line on number three track,
There we see Herbert Austin brother Harry Austin at the age of 75 showing the progress that has been made in Car Design and Production in less than fifty years. On his left is the A30 4 dr saloon the first Austin produced without a chassis and announced to the buying public in May 1952. So Leonard Lord vision in 1948 became in a very short time scale a reality.